
หลักสูตร 8D Report and Why-Why Analysis Technique


กระบวนการแก้ไขปัญหาโดยหลักการ 8D Approach – The Eight Discipline Approach หรือ Team Oriented Problem Solving (TOPS) เป็นเทคนิคการแก้ปัญหา (Problem Solving Techniques) ที่ทาง บริษัท Ford ได้นำมาให้ผู้ส่งมอบใช้ทั้งนี้เพื่อเป็นมาตรฐานสำหรับผู้ส่งมอบของ บริษัท ฟอร์ด

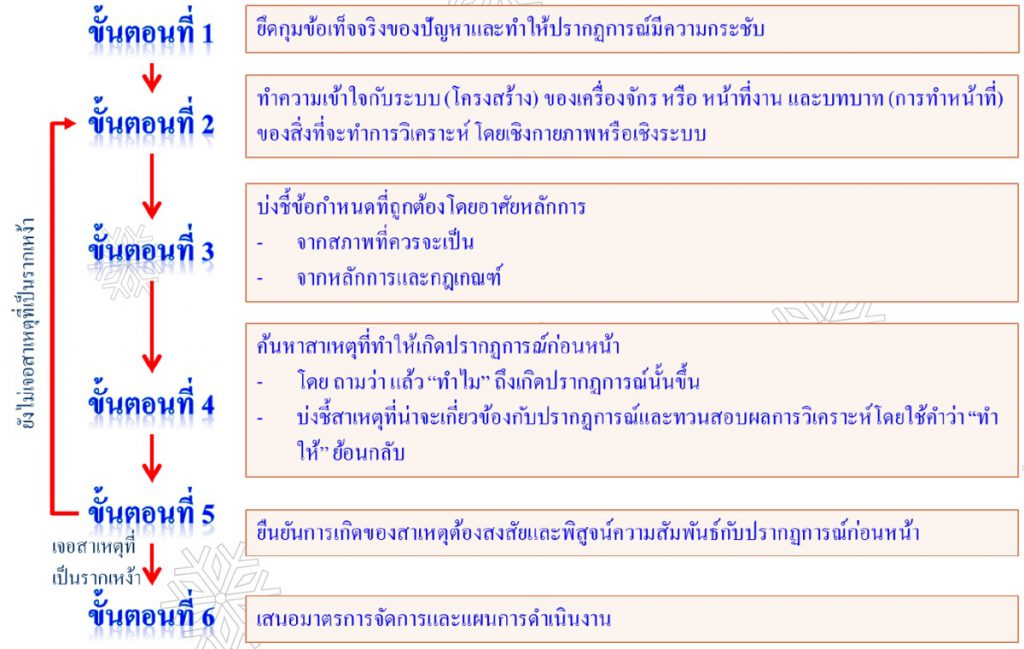
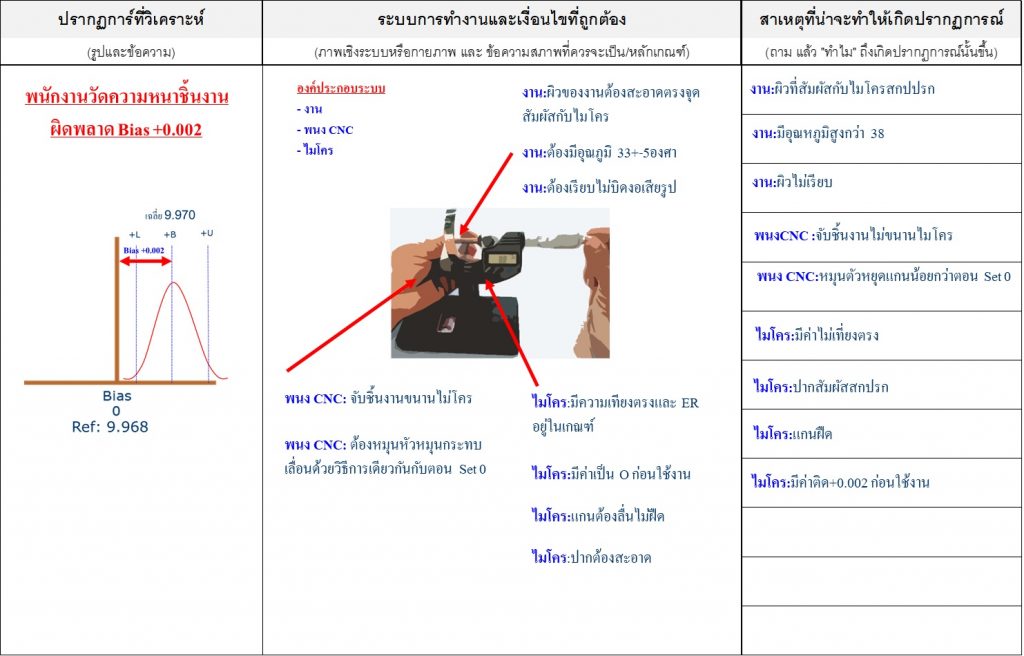
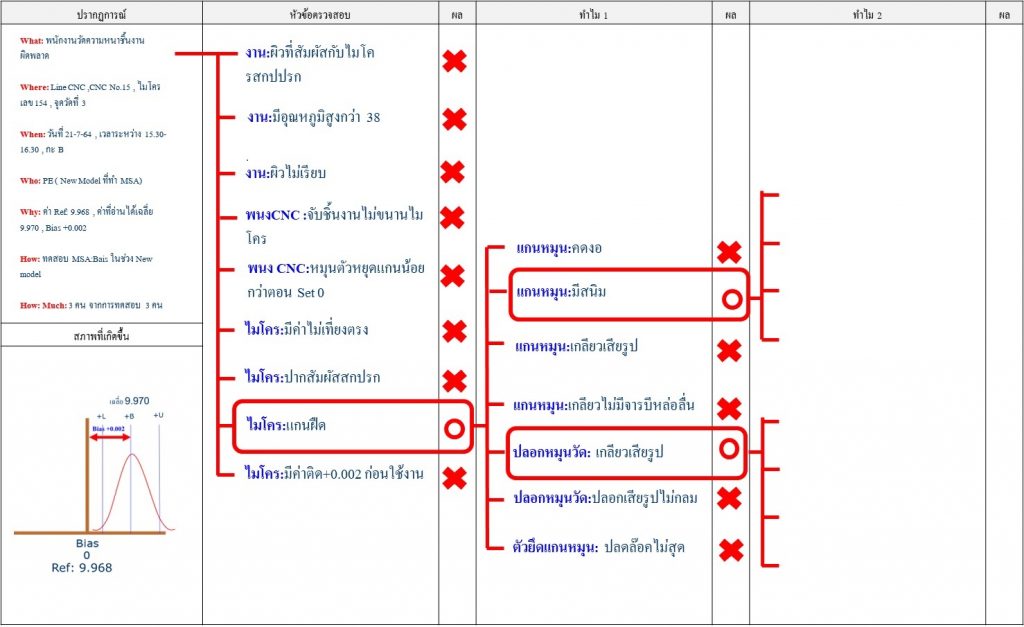
Why Why Analysis เป็นเทคนิคการวิเคราะห์หาปัจจัยที่เป็นต้นเหตุให้เกิดปรากฏการอย่างเป็นระบบ มีขั้นมีตอน ไม่เกิดการตกหล่น ซึ่ง “ไม่ใช่การคิดแบบคาดเดา ,นั่งเทียน หรือ เหวี่ยงแห่” โดยหลักการวิเคราะห์ “ทำไม”
APQP 3rd & PPAP 4th

จุดเด่นของหลักสูตร : การฝึกอบรมที่ใช้ “เคสจริง” ขององค์กรในการทำ Workshop และเสริมด้วยเทคนิควางแผนโครงการ project planning ด้วยเทคนิค PERT-CPMเรียนจบ ได้ข้อมูลจริงนำไปใช้ได้
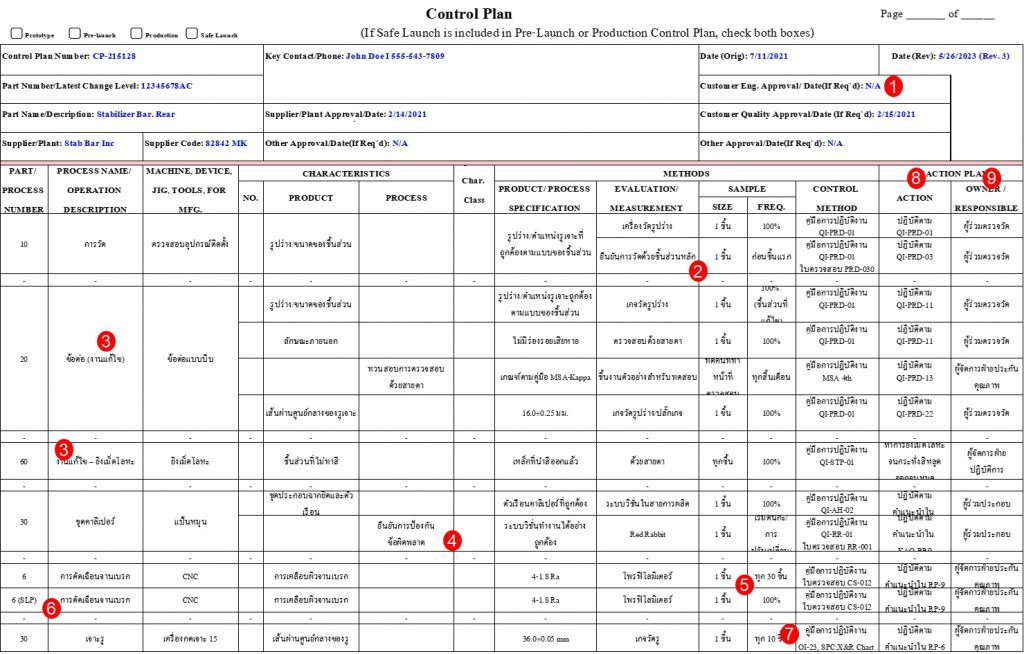
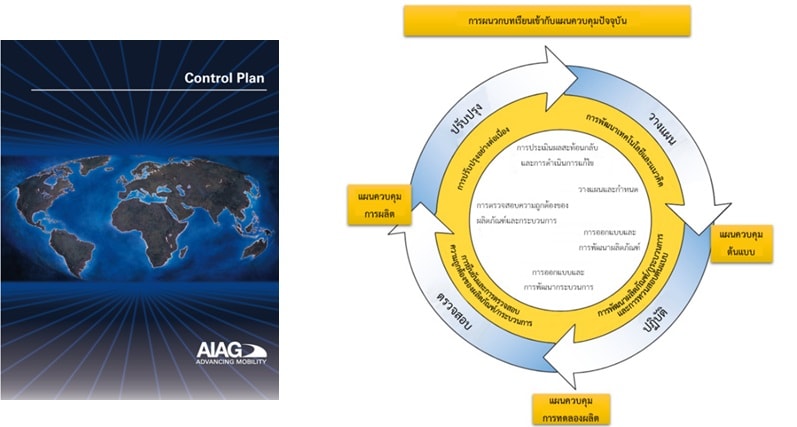
สรุปความสัมพันธ์ของแต่ละขั้นตอน ในการวางแผน ออกแบบ ศึกษาเพื่อปรับปรุงกระบวนการให้พร้อมสำหรับการผลิต


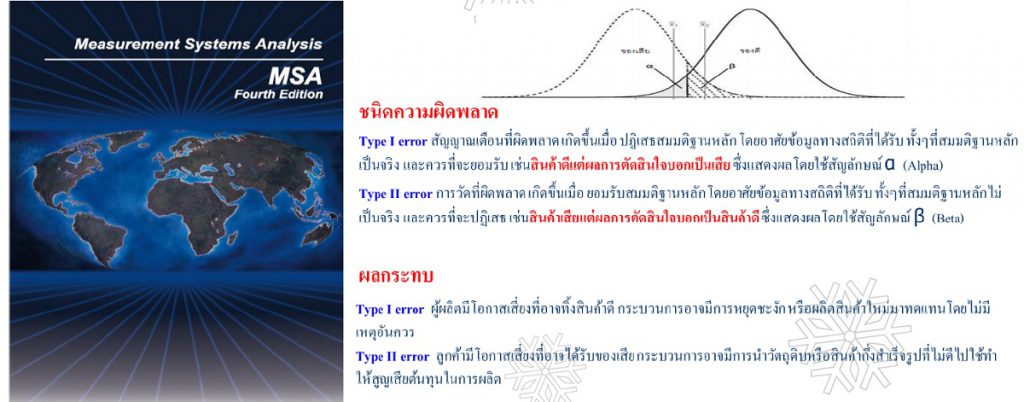
หลักสูตร MSA การวิเคราะห์ระบบการวัด Measurement System Analysis ( MSA ) 4th Edition
Measurement System Analysis ( หลักสูตร MSA) คือ การวิเคราะห์คุณสมบัติเชิงสถิติของการวัดเพื่อจำแนกปัญหาที่พบในระบบการวัดซึ่งอาจมีสาเหตุมาจาก เช่น คน เครื่องมือ วิธีการ สภาพแวดล้อม เพื่อนำไปใช้เป็นข้อมูลในการปรับปรุงระบบการวัดทำให้การวัดมีความน่าเชื่อถือ



หลักสูตร IATF 16949 Requirement และ หลักสูตร ISO 9001 Requirement

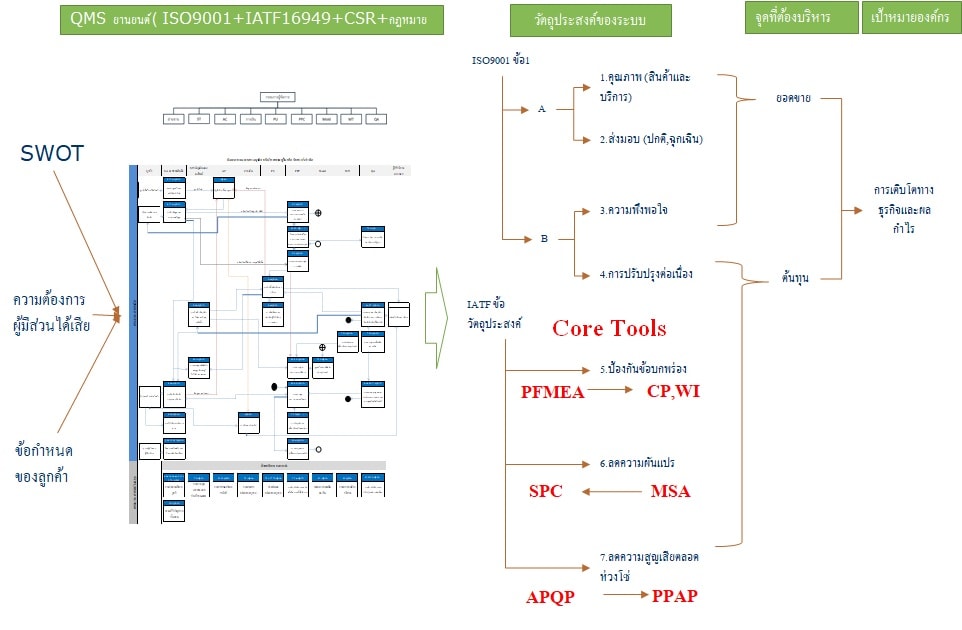
จะมีประโยชน์อะไรถ้า “ระบบบริหารคุณภาพที่ทำเป็นเพียงแค่ระบบเอกสาร” เปลี่ยนแปลงวิธีคิดในการประยุกต์ใช้เพื่อทำให้ระบบบริหารคุณภาพ เป็นระบบบริหารธุรกิจที่สมบูรณ์
หลักสูตร ISO 9001Requirement ข้อกำหนดระบบบริหารคุณภาพ ISO 9001 : 2015

หลักสูตร IATF 16949 Requirement ข้อกำหนดระบบบริหารคุณภาพ IATF 16949 : 2016 
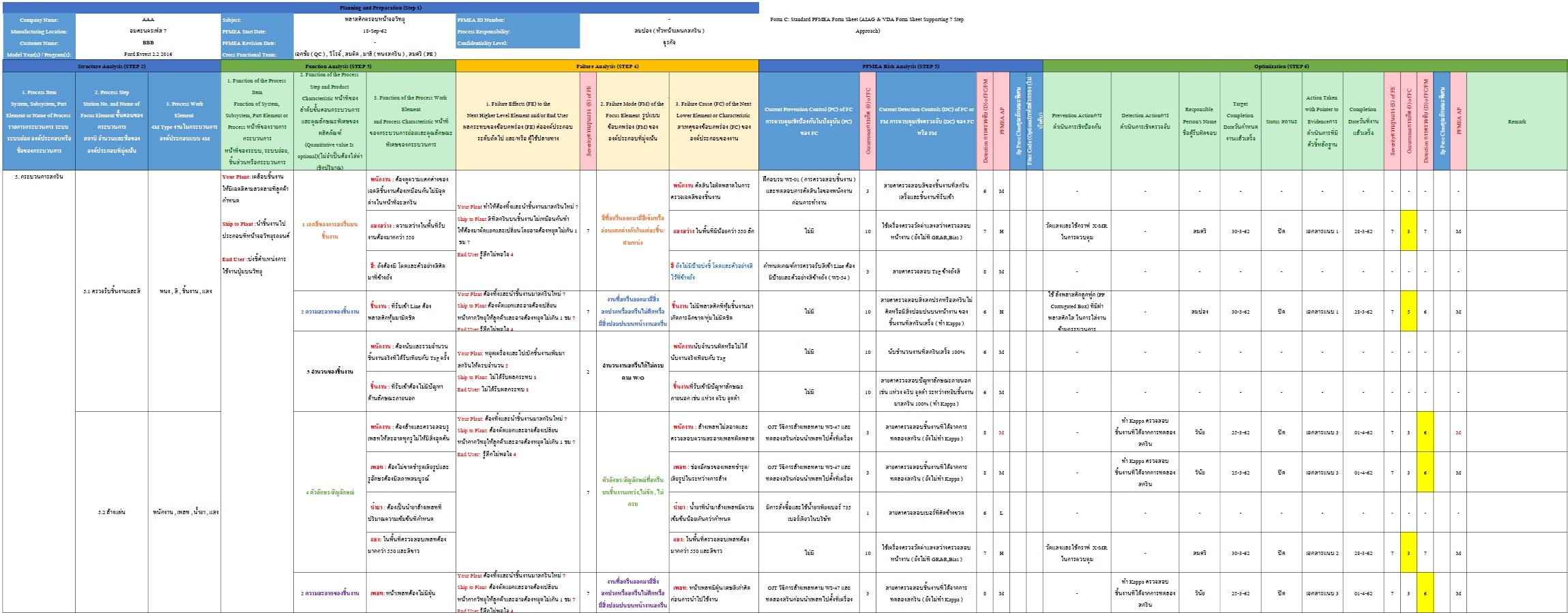
หลักสูตร FMEA การวิเคราะห์ข้อบกพร่องและผลกระทบของกระบวนการและแผนควบคุม
หลักสูตร FMEA AIAG & VDA new version
Workshop ใน หลักสูตร FMEA เจาะลึกทุกขั้นตอนของการวิเคราะห์และพัฒนามาตรการป้องกันข้อบกพร่องอย่างถึงที่สุด
การเปลี่ยนแปลงที่สำคัญ 3 ประการใน หลักสูตร FMEA AIAG & VDA ฉบับใหม่เพื่อทำให้การระบุความเสี่ยงมีความสมบูรณ์ครบถ้วนมากยิ่งขึ้น จนทำให้องค์กรสามารถป้องกันสาเหตุที่ทำให้เกิดปัญหาได้อย่างดี


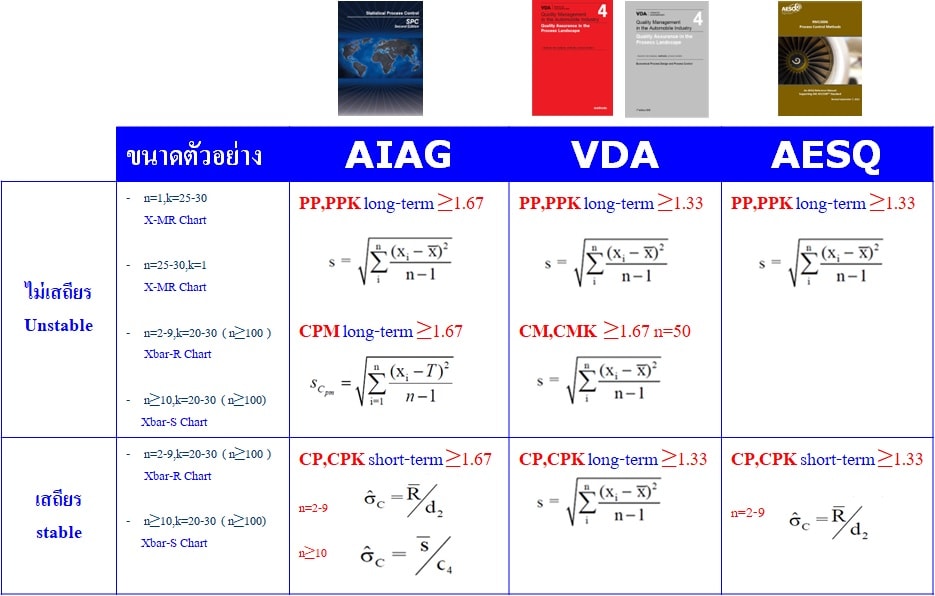
การนำสถิติต่างๆเข้ามาประยุกต์ใช้ในการควบคุมตัวแปรต่างๆที่สนใจเพื่อให้กระบวนการมีความเสถียร(Stable) โดยมีเป้าหมาย 2 ประการคือ



หลักสูตร IATF 16949 , ISO9001
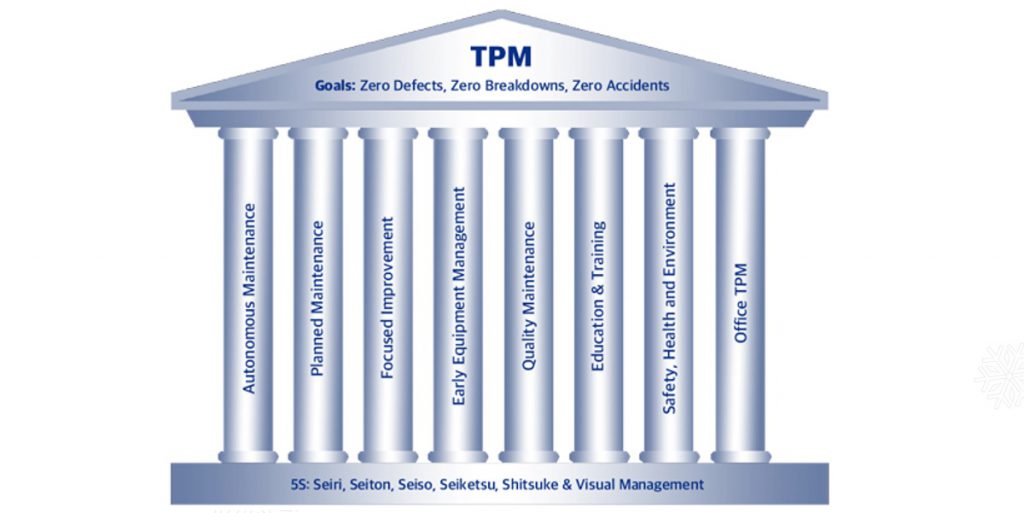
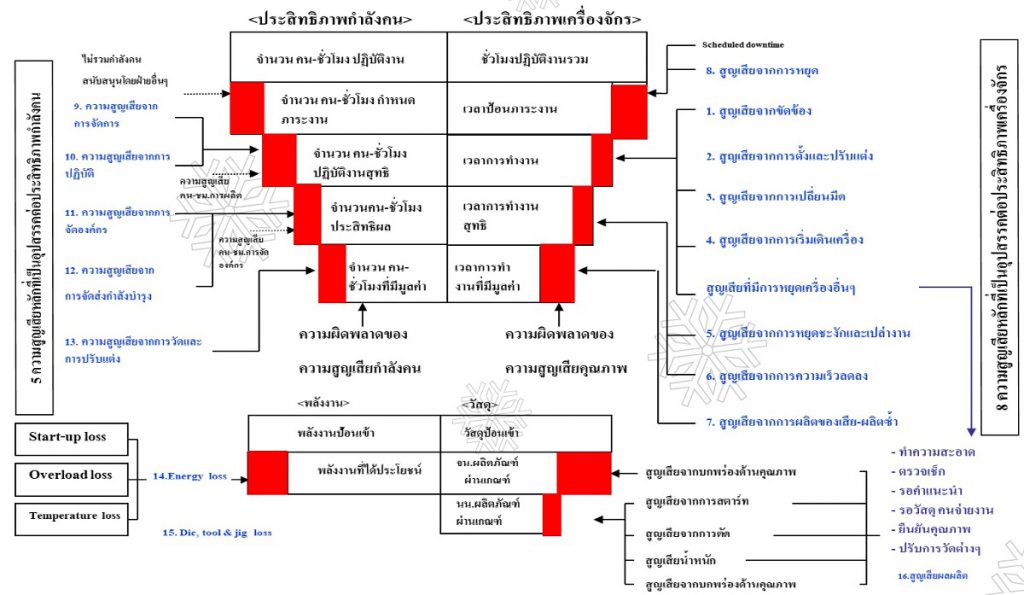
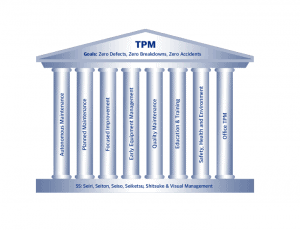
ประโยชน์ของการทำ TPM โดยรวมต่อองค์กร• การทำงานอย่างเป็นทีมของพนักงานทั้งบริษัท• ความรู้และทักษะของพนักงานดีขึ้น• ที่ทำงานสะอาด ปลอดภัย และน่าทำงานมากขึ้น• ทำให้พนักงานมรความรู้สึกเป็นเจ้าของ• ภาพลักษณ์ของบริษัทดีขึ้นเป้าหมายสูงสุดของ TPM• Zero Failure ความเสียหายของเครื่องจักรเป็นศูนย์• Zero Breakdown เครื่องจักรขัดข้องเป็นศูนย์• Zero Defect ของเสียเป็นศูนย์• Zero Accident อุบัติเหตุเป็นศูนย์• High Morale พนักงานมีขวัญกำลังใจที่สูง

8 เสาหลักของ TPM1. การให้การศึกษาและฝึกอบรม (Education and Training)2. การดูแลรักษาด้วยตนเอง (Autonomous Maintenance)3. การปรับปรุงเฉพาะเรื่อง (Specific Improvement)4. การดูแลรักษาเชิงวางแผน (Planned Maintenance)5. ความปลอดภัยและสิ่งแวดล้อม Safety and Environment)6. การรักษาคุณภาพ (Quality Maintenance)7. การควบคุมขั้นต้น (Initial Control)8. การเพิ่มประสิทธิภาพของการบริหาร (Efficient Administration)
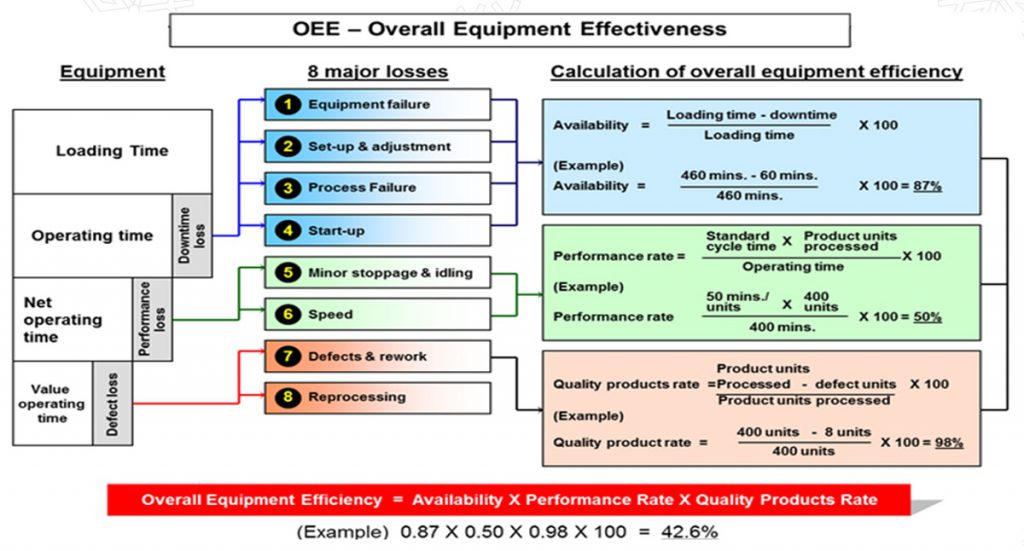
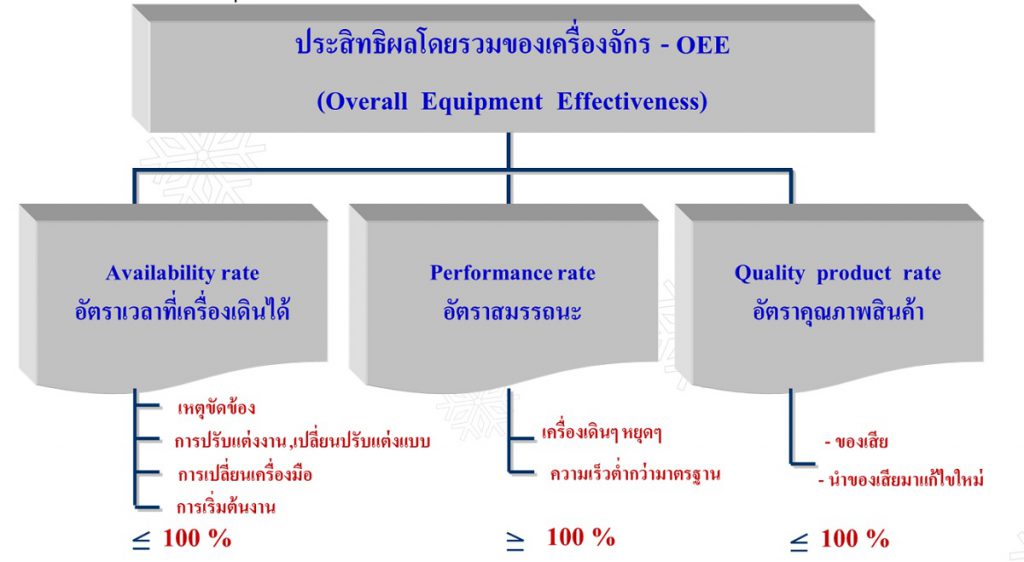
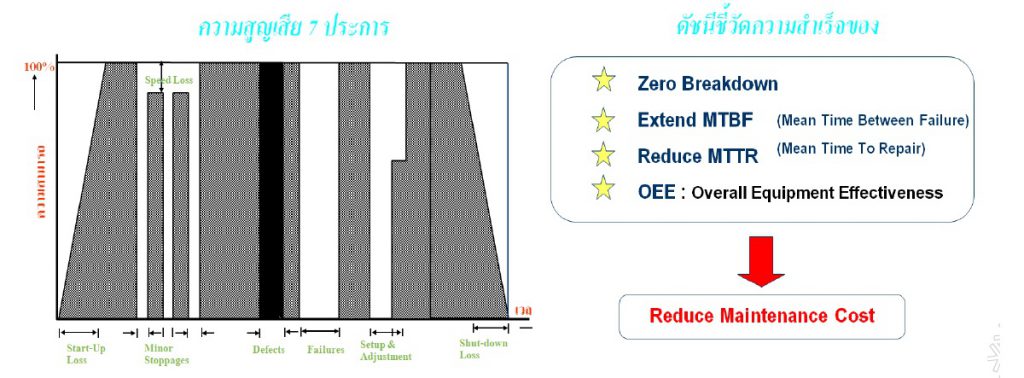
ดัชนีวัดผลความสำเร็จหนึ่งของ TPM คือค่า “ประสิทธิผลโดยรวมของเครื่องจักร ( Overall Equipment Effectiveness )” การทำให้ค่า OEE สูงทางองค์กรต้องมีความพยายามในการปรับปรุงค่า 3 สิ่งคือ
หนึ่งในเสาหลักที่สำคัญคือ การดูแลรักษาด้วยตนเอง AUTONOMOUS MAINTENANCE : AM (JISHU HOZEN) มีแนวคิดการดำเนินการ 7 ขั้นตอนเพื่อทำให้เกิดการเปลี่ยนแปลง
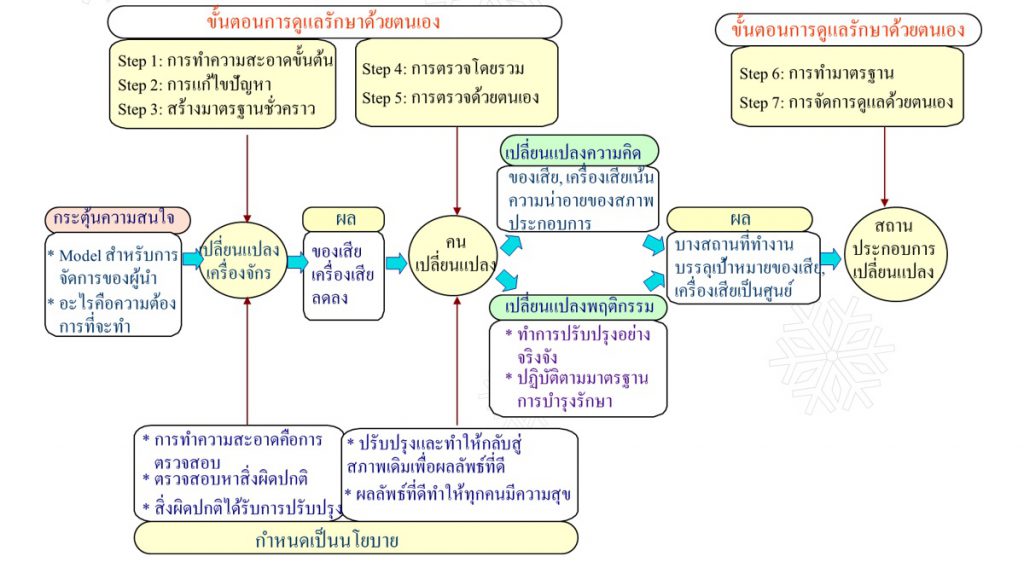
การที่พนักงานประจำเครื่องมีสามารถในการดูแลรักษาเครื่องจักรด้วยตนเองได้ ตั้งแต่การทำความสะอาดเพื่อค้นหาข้อบกพร่อง การสามารถปรับปรุงแก้ไข เบื้องต้นแบบง่ายๆได้เอง การกำหนดวิธีการทำความสะอาด หล่อลื่น ตรวจสอบเครื่องจักร เบื้องต้นได้ จะมีส่วนช่วยให้กระบวนการผลิตมีความสูญเสียต่างๆ ที่ลดลง สามารถผลิตสินค้าที่มีคุณภาพดี ต้นทุนต่ำ และส่งมอบได้ตรงเวลา
การดูแลรักษาด้วยตนเอง
Autonomous Maintenance ( AM ) (ภาคปฏิบัติ )
“ การทำความสะอาด คือ การตรวจสอบ ”
กุญแจสำคัญ :
– มโนภาพสภาพเครื่องตามจินตนาการในขณะทำความสะอาด
– ค้นหาจุดบกพร่องทั้งที่มองเห็นและมองไม่เห็น
( การหลวมคลาย , สั่นสะเทือน , ความร้อนสูง )
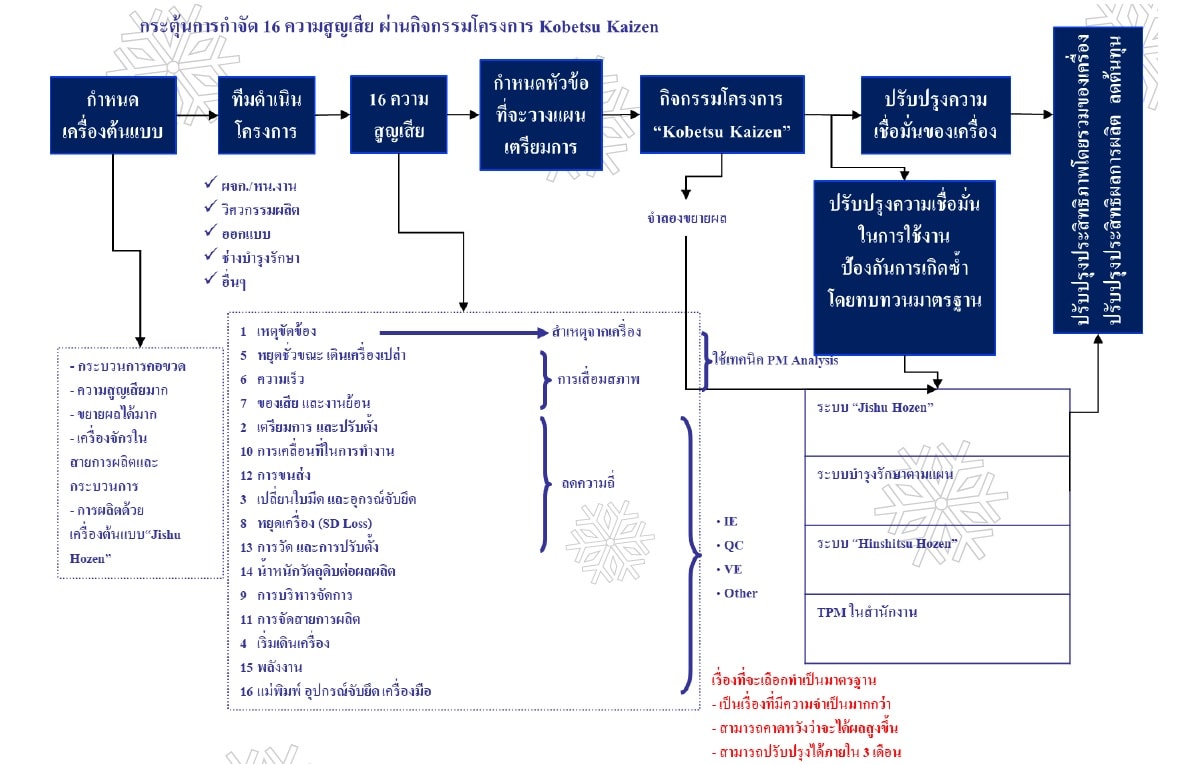
รูปแบบของกิจกรรม JIPM แนะนำแนวทางดำเนินงานโดยใช้หลักการของPDCA ซึ่งโดยปกติจะใช้เวลาการปรับปรุงประมาณ 2-4 เดือนต่อหนึ่งเรื่อง และเมื่อทีมงานทำกิจกรรมการปรับปรุงเสร็จแล้ว จะต้องเตรียมด้วยว่าโครงงานถัดไปจะทำอะไร


เพื่อให้เกิดการปรับปรุงอย่างต่อเนื่อง ดังนั้นผู้ที่มีส่วนเกี่ยวข้องกับกิจกรรม Focused Improvement จึงจำเป็นต้องมีความรู้ความเข้าใจเกี่ยวกับหลักการและวิธีการเพื่อให้เกิดการดำเนินงานมีประสิทธิผล
หลักสูตรอบรม การบำรุงรักษาเชิงป้องกัน Preventive Maintenance
( ภาคทฤษฎีและปฎิบัติหน้างาน)
การบำรุงรักษาเชิงป้องกัน(Preventive Maintenance) เป็นกิจกรรมหลักที่สำคัญกิจกรรมหนึ่งของการบำรุงรักษาซึ่งมีแนวคิดในการสร้างระบบบำรุงรักษาที่มีประสิทธิภาพตลอดช่วงอายุของเครื่องจักร เพื่อให้เครื่องจักรทำงานได้อย่างมีประสิทธิภาพสูงสุด โดยมีเป้าหมายหลักคือ การเสียหายของเครื่องจักรเป็นศูนย์ (Zero Failure)


Quality Maintenance หรือ Hinshitsu Hozen เป็นกิจกรรมที่ช่วยปรับสภาพเครื่องจักรเพื่อผลิต ผลิตภัณฑ์โดยปราศจากข้อบกพร่อง (defect) โดยยึดหลักการของการรักษาสภาพเครื่องจักรให้สมบูรณ์เพื่อความสมบูรณ์ของกระบวนการผลิต
วัตถุประสงค์ของกิจกรรมดูแลรักษาคุณภาพ
• ทราบความสัมพันธ์ของข้อบกพร่องกับชิ้นส่วนของเครื่องจักร (QA Matrix)
• ทราบสภาวะที่ไม่ทำให้เกิดข้อบกพร่อง
• ดูแลเครื่องจักรเพื่อไม่ทำให้เกิดข้อบกพร่อง
• สร้างสายการผลิตที่ข้อบกพร่องเป็นศูนย์
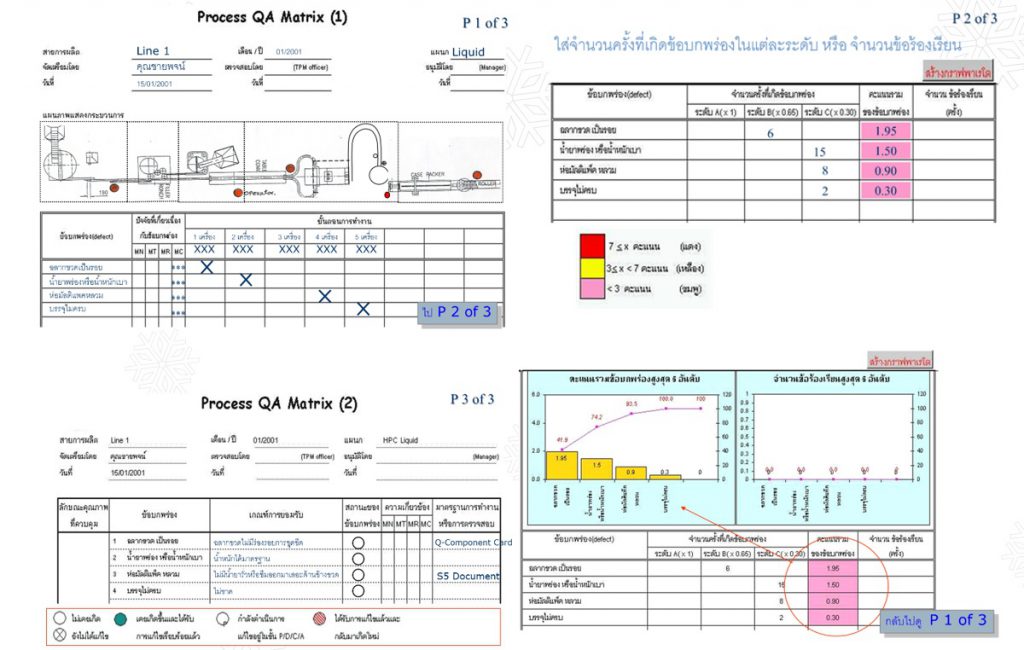
ดังนั้นค่ามาตรฐานต่างๆของเครื่องจักรจึงต้องถูกกำหนดและได้รับการตรวจสอบตามเวลา เมื่อพบความผิดปกติก็จะต้องแก้ไขทันทีเพื่อไม่ให้เกิดข้อบกพร่องกับผลิตภัณฑ์
| Phase | Key Activities | Tools | Step | |
| Improvement | 1. Present Status Analysis | Stratified Trend Data 1. Monthly 2. Daily Data Collection |
1 | Confinning Present Status |
| 2. Select machines (Process) | Q-A Matrix | 2 | Survey process which generated defects. | |
| 3. Organize Defect Pattern | Sporadic VS Chronic Defects | 3 | Survey and analyze 3M conditions. | |
| 4. Restore | 4 | Study “FUGUAI” countenneaslu·es and restore malfunctions. | ||
| 5. Analyze & Improve for repeated quality defects. | 5 | Analyze conditions for Non-defective products that are not confumed. | ||
| 6. Review | CAP-Do & 5-Why Analysis | 6 | 3M conditions defects KAIZEN | |
| Maintenance | 7. Identify the relationship between Quality Characteristic & Machine Conditions | Q-M Matrix | 7 | Set 3M conditions. |
| 8. Develop & hnple1nent Trend Control | Trend Control | 8 | Improve Checking methods intensification. | |
| 9. Standardize | Operation Standards M-P Information | 9 | Decide Check standard values. | |
| 10. Review | 10 | Revise standard | ||
หลักสูตร อบรม TPM
Quality Control Circle ( QCC ) คือ “กลุ่มย่อยของพนักงานระดับปฏิบัติการ รวมตัวกันเพื่อทำการปรับปรุงและรักษาระดับคุณภาพของผลิตภัณฑ์ การบริการและอื่น ๆ ที่ตนรับผิดชอบ โดยใช้หลักการและเทคนิคการควบคุมคุณภาพและอื่น ๆ โดยแสดงความคิดสร้างสรรค์และพัฒนาตนเองรวมทั้งพัฒนาทีมงานระหว่างเพื่อนร่วมงานด้วยกัน”
จุดประสงค์ของการทำ QCC :
มุ่งพัฒนาความสามารถของสมาชิกและบรรลุความถูกต้องด้วยตนเอง ทำให้สถานที่ทำงานน่ารื่นรมย์และน่าพอใจยิ่งขึ้น ปรับปรุงความพอใจของลูกค้า และ ทำให้การบริหารงานขององค์กรดีขึ้น ผ่านการมีส่วนร่วมและการเคารพความคิดเห็นของพนักงาน

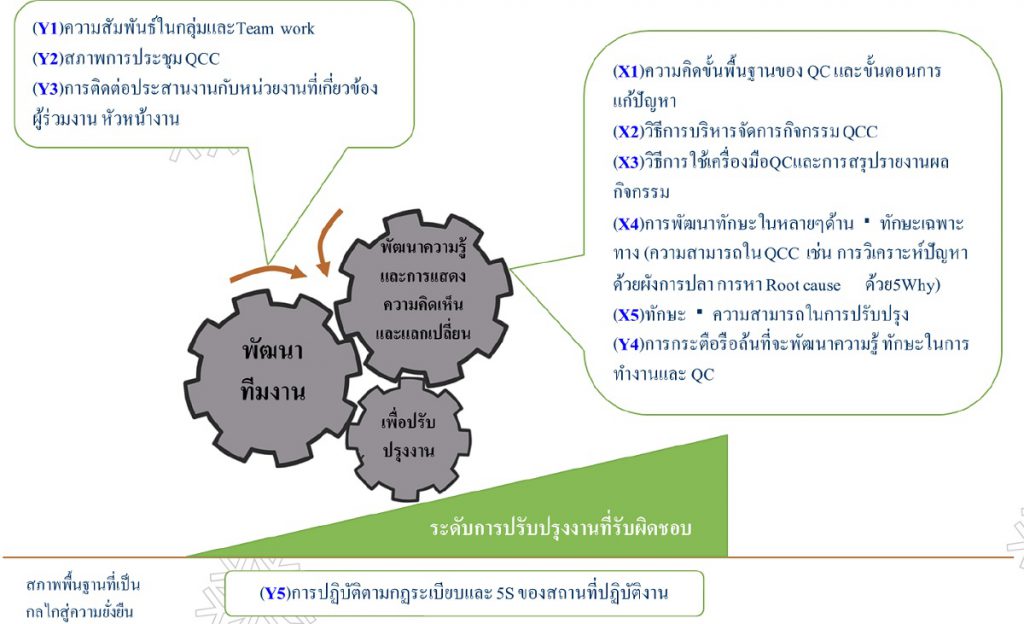
ตัวชี้วัดของการดำเนินกิจกรรมกลุ่ม QCC 3 ประการ
ตัวอย่างแผนการดำเนินกิจกรรม หลักสูตร QCC ขององค์กรที่มีการกำหนดเป็นนโยบายการปรับปรุงอย่างมีแบบแผน

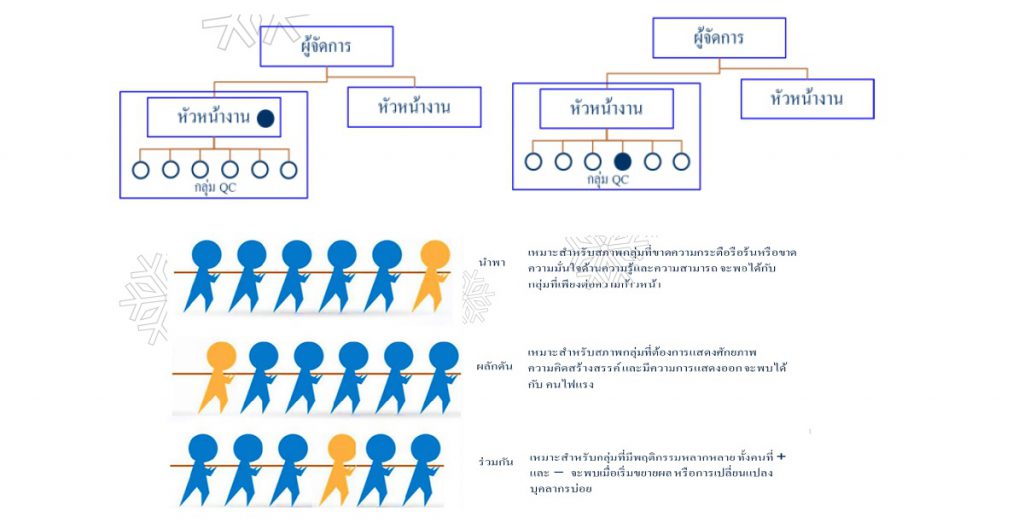
หลักสูตร เทคนิคการเป็นผู้นำกลุ่ม QCC ( หลักสูตร QCC Leader Techniques )
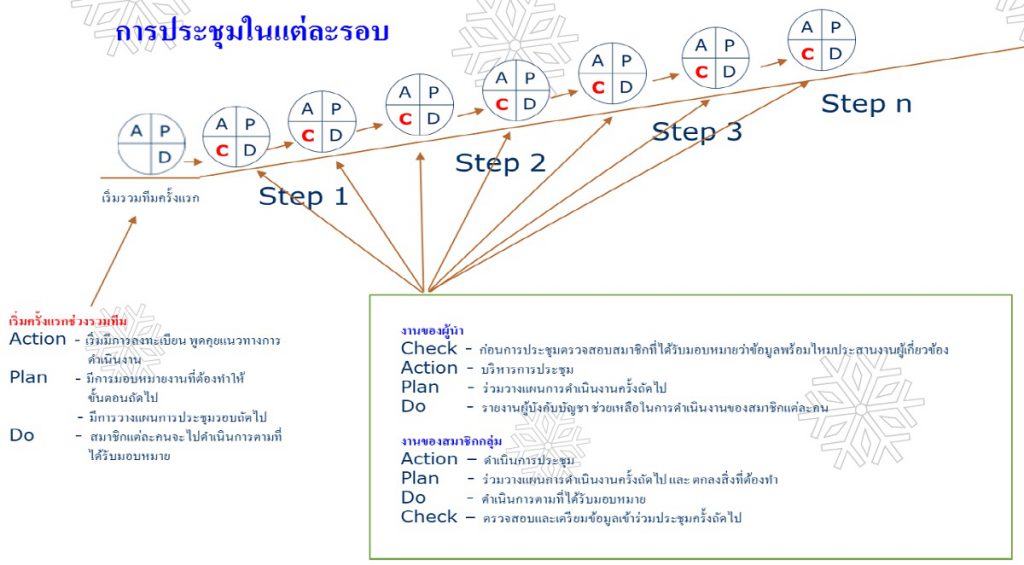
การทำกิจกรรม QCC ทีมงานจะได้รับความรู้ ผ่านขั้นตอนการแก้ไขปัญหาอย่างเป็นระบบ และ การแลกเปลี่ยนข้อมูลร่วมกันในกลุ่ม เพื่อทำให้เกิดความก้าวหน้าอย่างถูกต้องตามเป้าหมายของการดำเนินกิจกรรม หัวหน้ากลุ่มจำเป็นต้องมีความรู้และความสามารถในการนำพากลุ่มให้สามารถดำเนินกิจกรรมไปได้อย่างถูกต้อง มีการบริหารและการติดตามผลที่ดี
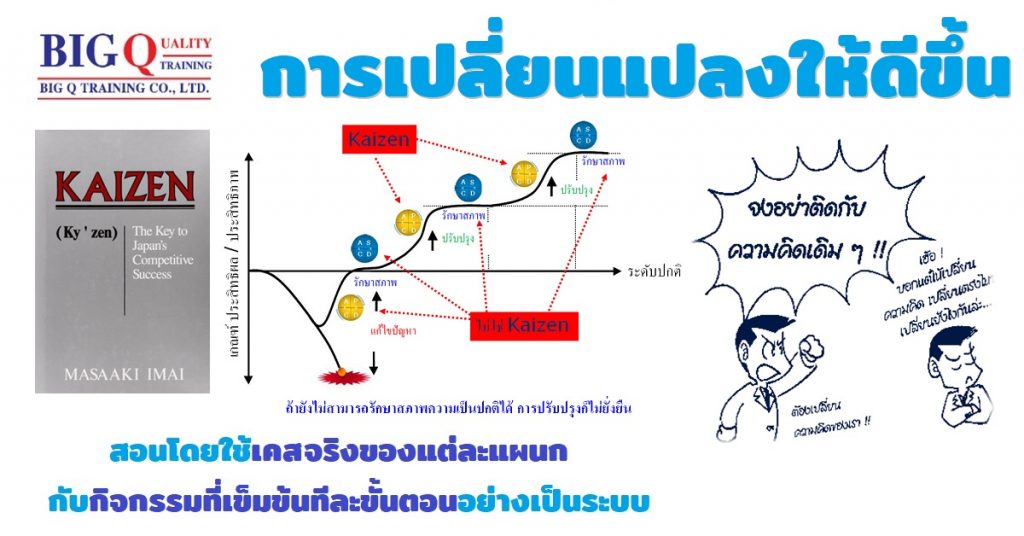

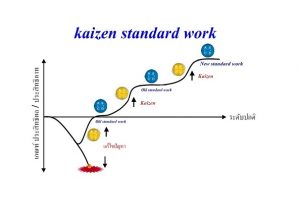
ไคเซ็น Kaizen คือปรัชญาและวิธีการ “ปรับปรุงอย่างต่อเนื่อง” แนวคิดนี้เกิดขึ้นที่ประเทศญี่ปุ่นช่วงหลังสงครามโลกครั้งที่ 2อเมริกาได้ส่งผู้เชี่ยวชาญชาวอเมริกา มาช่วยในการพัฒนาอุตสาหกรรมของญี่ปุ่นในช่วง ค.ศ. 1949-1950 โดย W. Edwards Deming ได้มีการเข้ามาฝึกอบรมเรื่องการใช้สถิติในการควบคุมคุณภาพต่อมาในปี ค.ศ. 1951 The Economic and Scientific Section (ESS) ได้รับมอบหมายให้มีการพัฒนาทักษะด้านการจัดการให้กับระดับหัวหน้างาน โดยใช้หลักการของ Training Within Industry (TWI) ซึ่งก็สามารถประสบความสำเร็จอย่างสูงและเป็นหลักสูตรภาคบังคับสำหรับหัวหน้างานทุกระดับหนึ่งในโปรแกรมฝึกอบรมนั้นคือ “การปรับปรุงใน 4 ขั้นตอน” หรือที่เรียกว่า “Kaizen eno Yon Dankai.” ซึ่งเป็นจุดเริ่มต้นที่ทำให้คนญี่ปุ่นรู้จักคำว่า Kaizen


หลักสูตร อบรม PRODUCTIVITY
RoHS เป็นระเบียบการจำกัดการใช้สารอันตรายบางชนิดในเครื่องใช้ไฟฟ้า และอิเล็กทรอนิกส์ ที่ส่งไปจำหน่ายยังสหภาพยุโรป เพื่อต้องการให้สินค้าปราศจากสารอันตราย อันส่งผลกระทบต่อสิ่งแวดล้อมกับประเทศผู้ใช้สินค้าเครื่องใช้ไฟฟ้าและอิเล็กทรอนิกส์ ประกอบด้วย ตะกั่ว, ปรอท, โครเมียม+6, โพลิโบรมิเนทไบฟินิล (PBB), โพลิโบรมิเนทไดฟินิลอีเทอร์(PBDE) และ แคดเมียม และเมื่อปลาย 2558 ได้เพิ่มสารต้องห้ามอีก 4 ชนิดคือ กลุ่มPhthalates ได้แก่ DEHP, BBP, DBP และ DIBP

ปัจจุบัน RoHS v2 เริ่มบังคับใช้ 3/1/13 คุมตั้งแต่นำเข้าตลาด นำเข้าชิ้นส่วนเพื่อนำไปผลิตต่อเพื่อการส่งออก (ไม่วางตลาด) จะถูกควบคุมด้วย และมีการปรับสารต้องห้ามเพิ่มอีก 4 สารซึ่งจะมีผลบังคับใช้ในปี 2019 เป็น RoHS v2.1
REACH หรือกฎระเบียบว่าด้วยสารเคมีของสหภาพยุโรป ซึ่งมีผลบังคับใช้เมื่อวันที่ 1 มิถุนายน 2007 ว่าด้วยเรื่องการจดทะเบียน การประเมิน การอนุญาต และการห้ามหรือจำกัดการผลิตหรือการใช้สารเคมี
R: Registration การจดทะเบียน
E: Evaluation การประเมินความเสี่ยง
A: Authorization การขออนุญาตใช้สารบางชนิด / ห้ามใช้สารบางชนิด
CH: Chemical สารเคมี

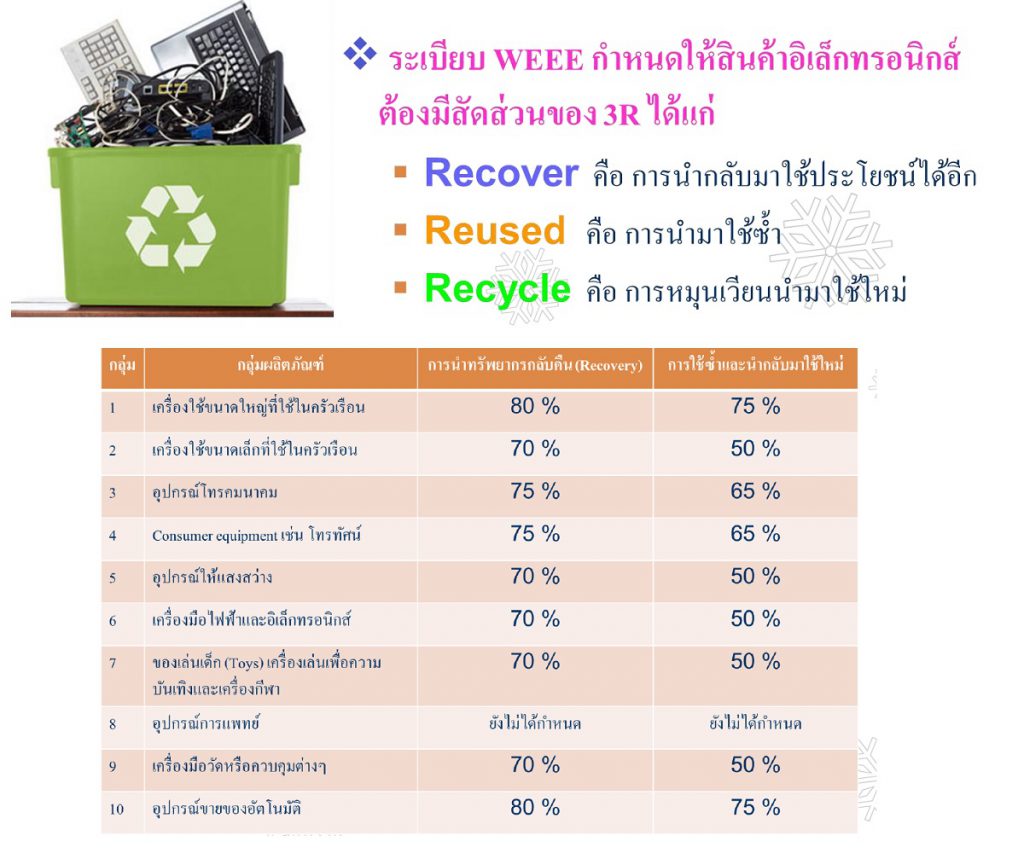
WEEE หรือ ระเบียบการจัดการซากเครื่องใช้ไฟฟ้าและอิเล็กทรอนิกส์ ที่ผลิตและส่งไปจำหน่ายยังกลุ่มประเทศยุโรป เพื่อกำหนดให้ผู้ผลิต หรือ ผู้เข้า หรือ ตัวแทนจำหน่าย ต้องเป็นผู้รับผิดชอบในการกำจัดกรณีสินค้าดังกล่าวหมดสภาพการใช้ มีผลบังคับใช้ตั้งแต่ 13 สิงหาคม 2548 ซึ่งมีสินค้าอิเล็กทรอนิกส์ที่อยู่ในข่ายดังนี้ แนวทางการดำเนินงานตาม WEEE
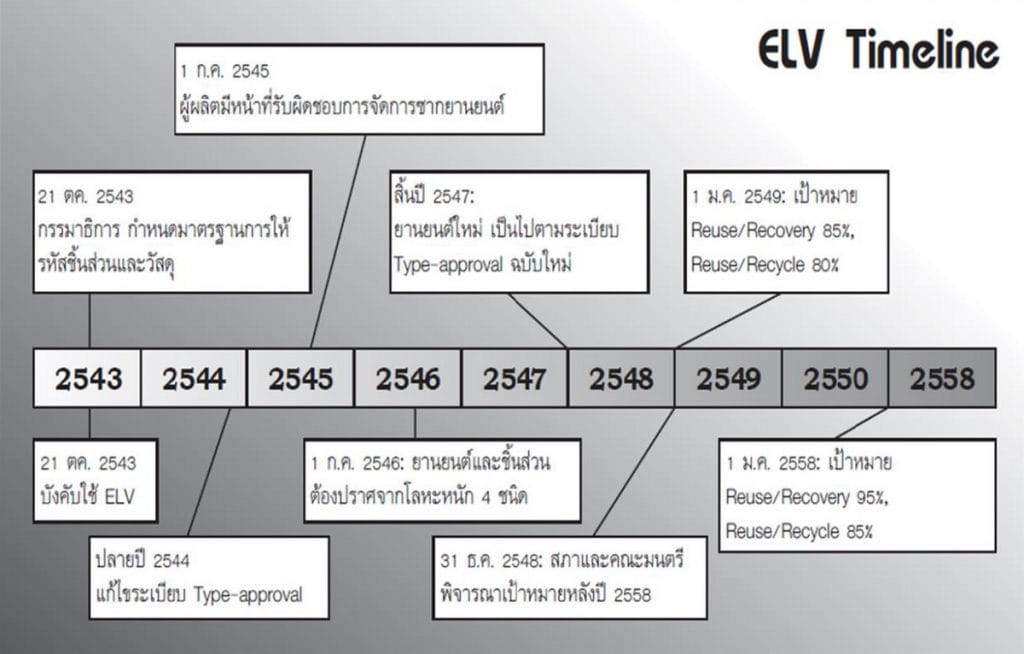
End-of-Life Vehicles เป็นระเบียบของสหภาพยุโรป (Directive 2000/53/EC) ที่ประกาศอย่างเป็นทางการเมื่อวันที่ 18 กันยายน 2543 และมีผลบังคับใช้ไปแล้วตั้งแต่วันที่ 1 กรกฎาคม 2546 ระเบียบนี้วางมาตรการเพื่อลดของเสียจากยานยนต์ โดยบังคับให้มีการบำบัดซากยานยนต์อย่างถูกวิธีและให้นำชิ้นส่วน/วัสดุกลับมา ใช้ประโยชน์ให้ได้ตามสัดส่วนที่กำหนด และเพื่อพัฒนาสมรรถนะทางสิ่งแวดล้อมในทุกธุรกิจในวัฏจักรชีวิตของยานยนต์ โดยเฉพาะอย่างยิ่งผู้บำบัดซากยานยนต์
สิ่งแวดล้อมมีทั้งสิ่งที่มีชีวิตและไม่มีชีวิตเกิดจากการกระทำของมนุษย์หรือมีอยู่ตามธรรมชาติ เช่น อากาศ ดิน หิน แร่ธาตุ น้ำ ห้วย หนอง คลอง บึง ทะเลสาบ ทะเล มหาสมุทร พืชพรรณสัตว์ต่าง ๆ ภาชนะเครื่องใช้ต่าง ๆ ฯลฯ สิ่งแวดล้อมดังกล่าวจะมีการเปลี่ยนแปลงอยู่เสมอ โดยเฉพาะมนุษย์เป็นตัวการสำคัญยิ่งที่ทำให้สิ่งแวดล้อมเปลี่ยนแปลงทั้งในทางเสริมสร้างและทำลาย

ผลกระทบด้านสิ่งแวดล้อม ที่มีต่อตนเองและสังคม
ในปัจจุบันเราสามารถจำแนก ปัญหาสิ่งแวดล้อม ที่สังคมมนุษย์กำลังเผชิญอยู่ในปัจจุบันนี้ได้ 3 ปัญหาใหญ่ ๆ คือ
1. ปัญหาการลดลงของทรัพยากรธรรมชาติ เนื่องจากการใช้ทรัพยากรอย่างไม่ประหยัด
2. ปัญหามลภาวะหรือมลพิษทางสิ่งแวดล้อม เนื่องจากการปลดปล่อย/ทิ้งสิ่งที่เป็นพิษ
3. ปัญหาการทำลายระบบนิเวศ เนื่องจากเกิดการเสียสมดุล

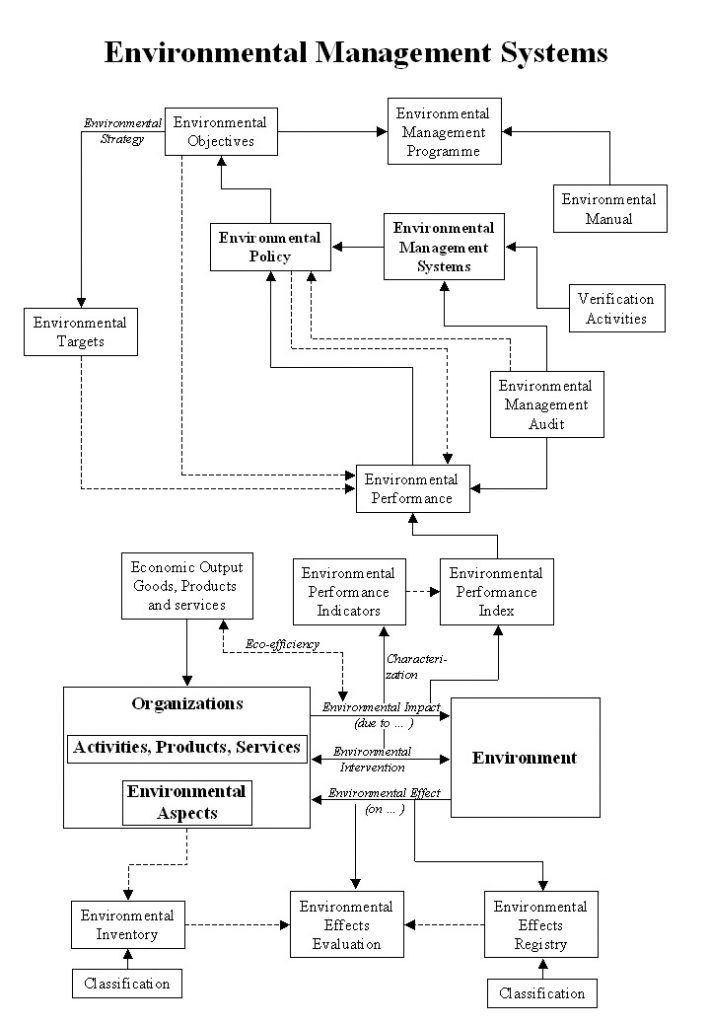
มาตรฐาน ISO 14001 2015 ฉบับนี้ได้ระบุข้อกำหนดสำหรับระบบการจัดการสิ่งแวดล้อมเพื่อให้องค์กรใช้ในการยกระดับผลการดำเนินงานด้านสิ่งแวดล้อม มาตรฐานฉบับนี้มีเจตนาให้องค์กรนำไปใช้ในการแสวงหาวิธีการจัดการความรับผิดชอบด้านสิ่งแวดล้อมของตนอย่างเป็นระบบ และก่อให้เกิดความยั่งยืนด้านสิ่งแวดล้อม
มาตรฐานฉบับนี้ช่วยองค์กรบรรลุผลลัพธ์ที่ต้องการจากระบบการจัดการสิ่งแวดล้อม ซึ่งสร้างคุณค่ากับสิ่งแวดล้อม องค์กร และผู้มีส่วนได้ส่วนเสีย สอดคล้องกับนโยบายสิ่งแวดล้อมขององค์กร ผลลัพธ์ที่ต้องการจากระบบการจัดการสิ่งแวดล้อมรวมถึง:
– การยกระดับผลการดำเนินงานด้านสิ่งแวดล้อม
– เติมเต็มการปฏิบัติตามพันธกิจ
– บรรลุวัตถุประสงค์ด้านสิ่งแวดล้อม
หลักสูตร การประเมินประเด็นปัญหาสิ่งแวดล้อม
Environmental Aspect Identification for ISO14001 : 2015
หัวใจของระบบการจัดการสิ่งแวดล้อม ISO 14001 คือการระบุ ประเด็นลักษณะปัญหาสิ่งแวดล้อมที่มีนัยสำคัญ ( Significant environmental aspects ) หากระบุถูกต้องระบบ EMS จะช่วยท่านในการทำให้องค์กรได้รับประโยชน์ หากระบุผิดพลาดท่านจะไม่ได้อะไรนอกจากเสียเวลา เป็นภาระ เสียค่าใช้จ่าย แล้ว ผู้ประเมินปัญหาสิ่งแวดล้อม ก็ไม่เกิดความเข้าใจเพียงทำให้ผ่านๆไปเท่านั้น การพิจารณาหลักเกณฑ์ก็ไม่ชัดเจนไม่สามารถอธิบาย ไม่ครอบคลุม กิจกรรม บริการ และผลิตภัณฑ์ ตลอด life cycle
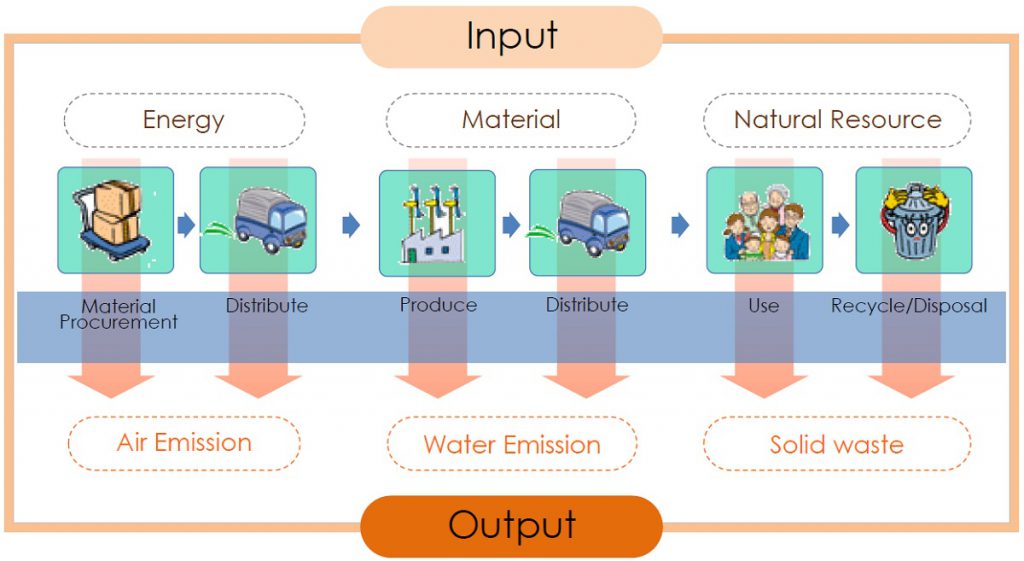
LCA เป็นการทำงานส่วนหนึ่งซึ่งถูกบรรจุอยู่ในมาตรฐาน ISO14000 ว่าด้วยเรื่องเกี่ยวกับมาตรฐานการจัดการสิ่งแวดล้อม (Environmental Management Standard) อนุกรมของ ISO 14000 ที่เกี่ยวข้องกับ LCA มีดังนี้

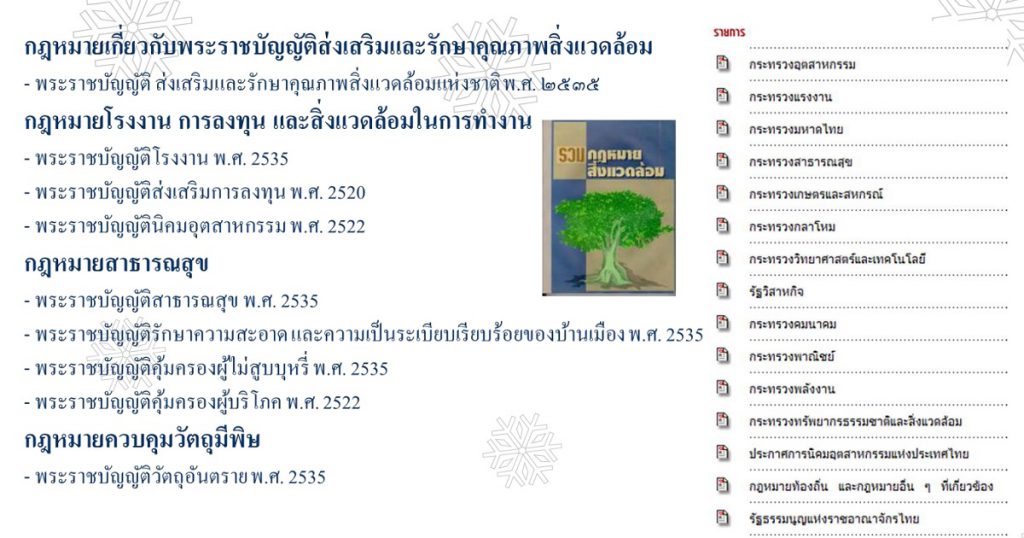
หลักสูตร กฎหมายด้านสิ่งแวดล้อมสำหรับ ISO14001
Environmental law For ISO 14001
หนึ่งในเป้าหมายของการทำระบบ ISO 14001 คือต้องการปกป้องสิ่งแวดล้อม (protect the environment) ป้องกันมลพิษ (prevent pollution) และปรับปรุงสมรรถนะโดยรวมที่มีผลต่อสภาวะแวดล้อมให้สอดคล้องกับข้อกำหนดกฎหมายสิ่งแวดล้อมที่องค์กรพิจารณาว่าเกี่ยวข้อง ซึ่งจะพบได้ว่ากฎหมายด้านสิ่งแวดล้อมในประเทศไทยได้มีหลายกระทรวง หลายหน่วยงาน และหลายเขตนิคมย่อยๆต่างๆได้มีการประกาศไว้
หลักสูตร จิตสำนึกด้านสิ่งแวดล้อมในองค์กร
(Environmental Awareness with in Organization)
เพื่อสร้างความตระหนักให้ผู้ปฏิบัติงานเกิดความเข้าใจด้านสิ่งแวดล้อมที่เกิดจากการใช้ทรัพย์กรและการปล่อยมลพิษสู่สิ่งแวดล้อม จนถึงสามารถนำเสนอแนวคิดการจัดการที่เหมาะสม

ผู้ป่วยกว่า 7600 คนเสียชีวิตในแต่ละวันจากอุบัติเหตุหรือโรคที่เกี่ยวกับการทำงานซึ่งมีมากกว่า 2.78 ล้านคนต่อปี ภาระของการบาดเจ็บและโรคในงานมีความสำคัญทั้งสำหรับนายจ้างและเศรษฐกิจที่กว้างขึ้นส่งผลให้เกิดความสูญเสียจากการเกษียณอายุก่อนกำหนดขาดพนักงานและเบี้ยประกันเพิ่มขึ้น
ในการทำงานของพนักงานย่อมมีปัจจัยที่เกี่ยวข้องที่เป็นองค์ประกอบในการทำงาน ซึ่งอาจเป็นสภาพแวดล้อมที่อาจก่อให้เกิดความไม่ปลอดภัย และเมื่อเกิดความผิดปกติส่วนบุคล และเกิดการกระทำที่ไม่เหมาะสม อุบัติเหตุย่อมบังเกิด

ISO 45001 ระบบการจัดการด้านอาชีวอนามัยและความปลอดภัยซึ่งจะช่วยให้องค์กรสามารถลดภาระนี้โดยการจัดหากรอบการทำงานเพื่อปรับปรุงความปลอดภัยของพนักงานลดความเสี่ยงในที่ทำงานและสร้างสภาพแวดล้อมการทำงานที่ดีและปลอดภัยยิ่งขึ้น


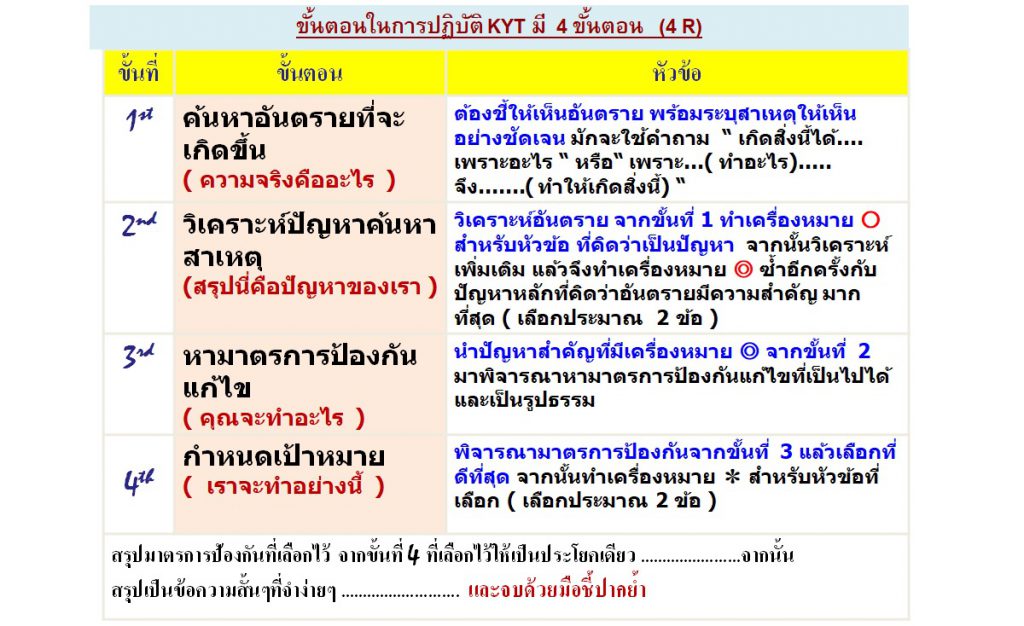
หลักสูตร การหยังรู้ระวังภัย KYT
( KIKEN YOCHI TRAINING )
KYT ย่อมาจาก Kiken Yoshi Training โดย “Kiken” แปลว่า อันตราย “Yoshi” แปลว่า วิเคราะห์ คาดการณ์ “Training” แปลว่า การอบรม เป็น วิธีการวิเคราะห์หรือคาดการณ์ว่าจะมีอันตรายใดแฝงอยู่ในงานที่ต้องปฏิบัติและหาวิธีการควบคุมป้องกันอันตรายนั้น ๆ

ได้พัฒนาขึ้นในประเทศญี่ปุ่น และถูกนำไปเผยแพร่ใช้กันในประเทศต่างๆ ซึ่งสถานประกอบการหลายแห่งในประเทศไทยก็ได้นำเทคนิคนี้มาใช้ในการวิเคราะห์ เพื่อ. เพื่อสร้างจิตสำนึกด้านความปลอดภัยในการทำงานให้กับผู้ปฏิบัติงาน สร้างนิสัยการเตือนตนเองก่อนลงมือปฏิบัติงาน ให้ผู้ปฏิบัติงานค้นหาอันตรายต่างๆ และหาวิธีควบคุมป้องกันและ ลดอันตรายหรืออุบัติเหตุด้วยวิธีการที่ผู้ปฏิบัติงานร่วมกันคิดค้น
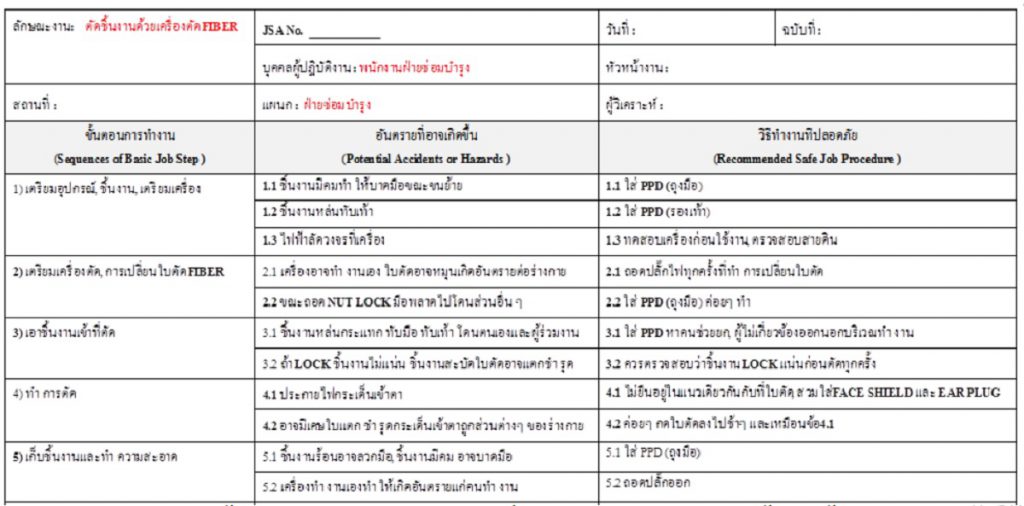
หลักสูตร การวิเคราะห์งานเพื่อความปลอดภัย
Job Safety Analysis : JSA
Job Safety Analysis โดยหลักการของขั้นตอนการ วิเคราะห์งานเพื่อความปลอดภัยมี 4 ขั้นดังนี้ 1 เลือกงาน(Select)ที่จะทำการ วิเคราะห์ 2 แตกงาน(Step)ที่จะวิเคราะห์เป็นลำดับขั้นตอน 3 ค้นหาอันตราย(Identify)ที่แฝงอยู่ในแต่ละขั้นตอน 4 พัฒนา(Develop) เพื่อหามาตรการในการแก้ไขปัญหา

Job Safety Analysis: JSA 4 ขั้นตอน
1 เลือกงาน(Select)ที่จะทำการวิเคราะห์
2 แตกงาน(Step)ที่จะวิเคราะห์เป็นลำดับขั้นตอน
3 ค้นหาอันตราย(Identify)ที่แฝงอยู่ในแต่ละขั้นตอน
4 พัฒนา(Develop) เพื่อหามาตรการในการแก้ไขปัญหา
หลักสูตร อบรม ISO14001 , ISO45001, ISO50001 , RoHS
หลักสูตร ระบบการผลิตแบบลีน และการจัดการ
Lean Manufacturing System and Management
คำว่า “Lean” ถูกกล่าวขึ้นครั้งแรกในปี ค.ศ. 1990 จากในหนังสือภาษาอังกฤษที่มีชื่อว่า “The machine that changed the world” โดยทีมวิจัยและพัฒนาจาก MIT นำโดย James P. Womack (ผู้ก่อตั้ง Lean Enterprise Institute)ซึ่งเนื้อหาในหนังสือเกิดจากการศึกษา, วิเคราะห์ และเปรียบเทียบโรงงานประกอบรถยนต์ของญี่ปุ่น, สหรัฐอเมริกา และยุโรปว่าทำไมญี่ปุ่นจึงประสบผลสำเร็จในการดำเนินธุรกิจผลิตรถยนต์ มากกว่าสหรัฐอเมริกาและยุโรป
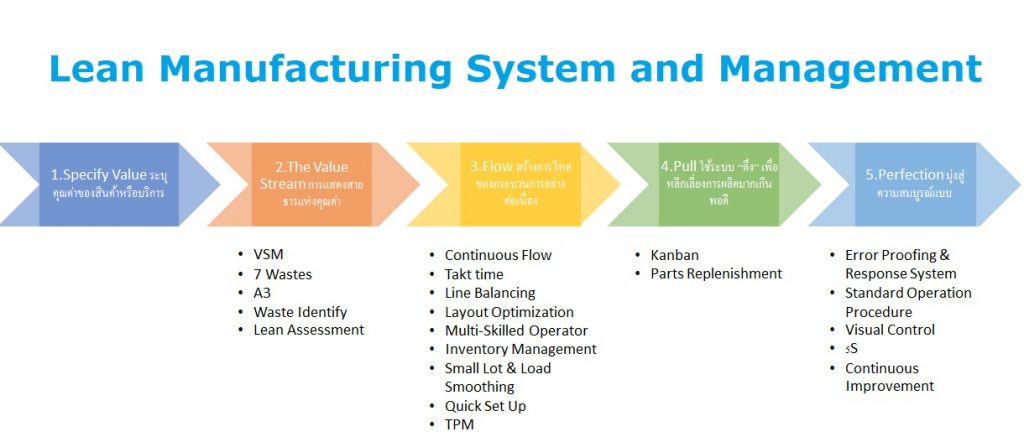
ระบบการผลิตแบบลีน และการจัดการ Lean Manufacturing System and Management นั้นเป็นระบบที่มองเรื่องของการกำจัดความสูญเปล่า หรือกิจกรรมที่ไม่เกิดมูลค่าเพิ่มให้กับผลิตภัณฑ์ และบริการ (Non Value Added Activity) โดยเฉพาะความสูญเปล่า 7 + 1 ประการ (7+1 Wastes)

ซึ่งการจะกำจัดความสูญเปล่าที่เกิดขึ้นนั้นระบบลีนจะใช้เครื่องมือ (Lean Tools) เข้าช่วยสนับสนุนเพื่อให้องค์กรบรรลุสู่ True North concept ของลีนซึ่งเป็นในทางอุดมคติ (Ideal State) คือ On demand immediate, One by one (Zero changeover), Zero Defect, Zero Waste and Lowest cost, Zero Accident
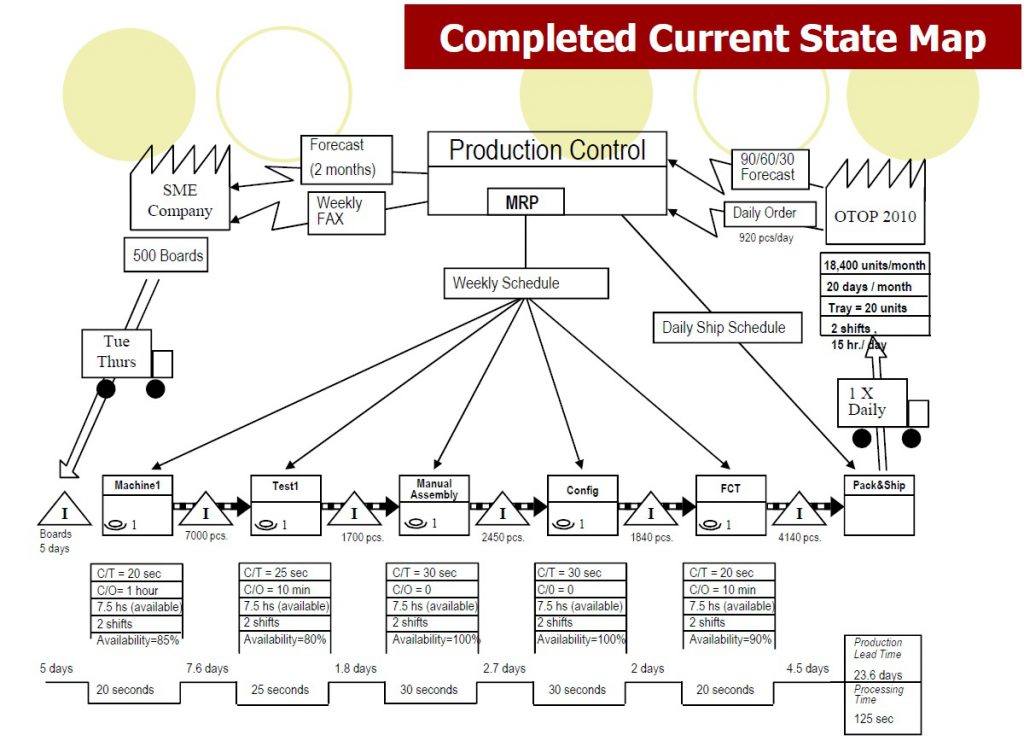
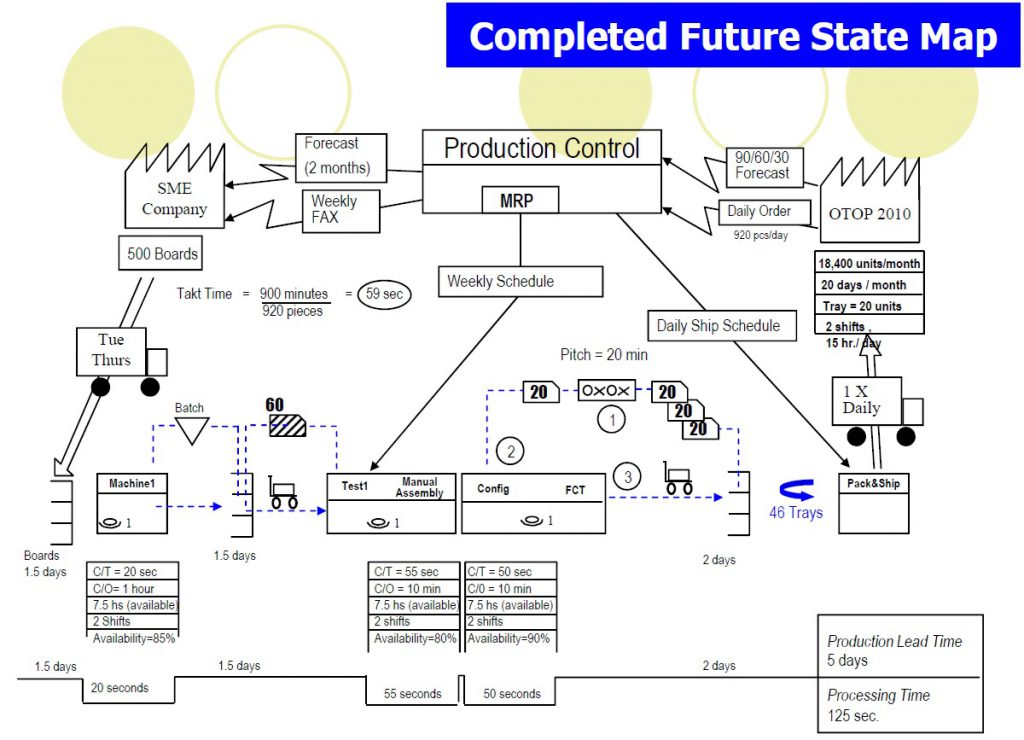
หลักสูตร การสร้างสายธารแห่งคุณค่า
Value Stream Mapping ( VSM )
Value Stream Mapping เป็นเครื่องมือและเทคนิคที่สนับสนุนการพัฒนากลยุทธ์การผลิตแบบลีน (Lean Manufacturing Strategy) ด้วยการแสดงลำดับขั้นตอนของกิจกรรมต่างๆ ที่มุ่งส่งมอบคุณค่าให้กับลูกค้า โดยแนวคิด การสร้างสายธารแห่งคุณค่า Value Stream Mapping จะทำให้สามารถเข้าใจภาพรวมของกระบวนการ (Overall Process) จากมุมมองลูกค้าโดยมุ่งแนวทางปรับปรุงการไหลของทรัพยากรและสารสนเทศ ตลอดทั้งห่วงโซ่อุปทานซึ่งทำให้สามารถระบุกิจกรรมไคเซ็นที่จำเป็นสำหรับการขจัดความสูญเปล่า
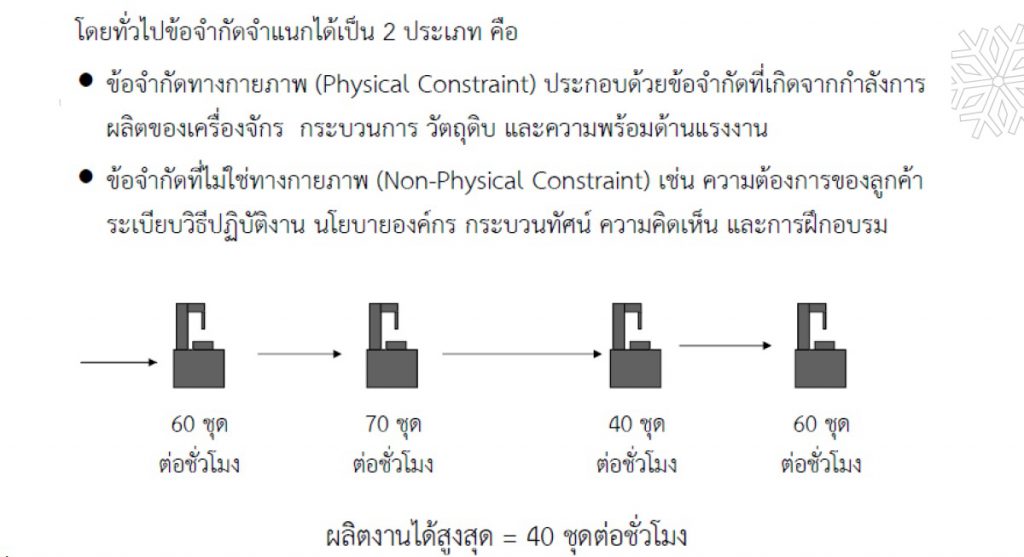
หลักสูตร ทฤษฎีแห่งข้อจำกัด
Theory of Constraints ( TOC )
ทฤษฎีแห่งข้อจำกัด หรือ Theory of Constraints (TOC) หรือ คอขวด (Bottle Neck) เป็นที่แพร่หลายในอเมริกา ซึ่งนิยมนำมาบ่งชี้จุดที่เป็นปัญหาเพื่อนำมาใช้ปรับปรุงกระบวนการทำงานซึ่งผู้คิดค้นคือ Dr. Eliyahu M. Goldratt และได้ถ่ายทอดผ่าน หนังสือเรื่อง The Goal ซึ่งได้รับความนิยมมากในอเมริกาถึงกับหลายบริษัทลงทุนซื้อหนังสือเล่มนี้แจกพนักงาน

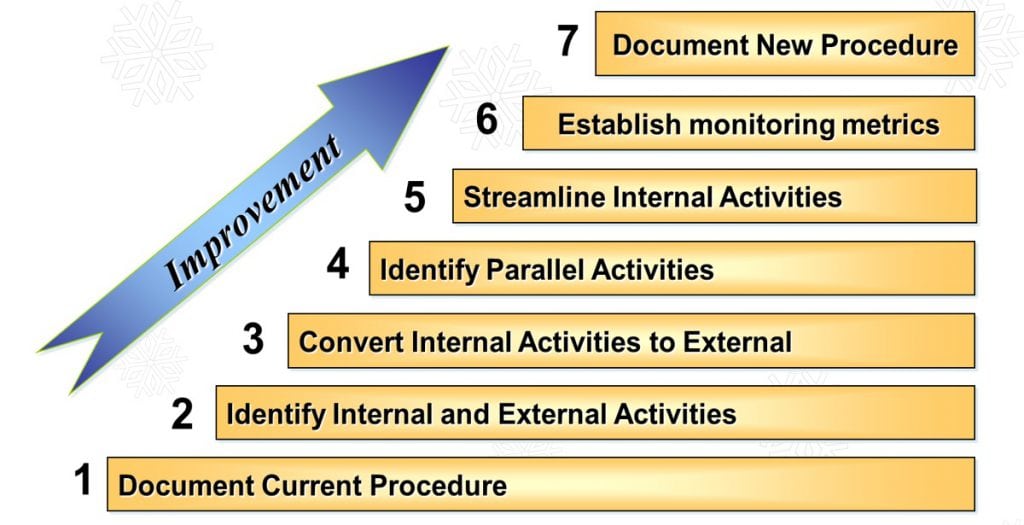
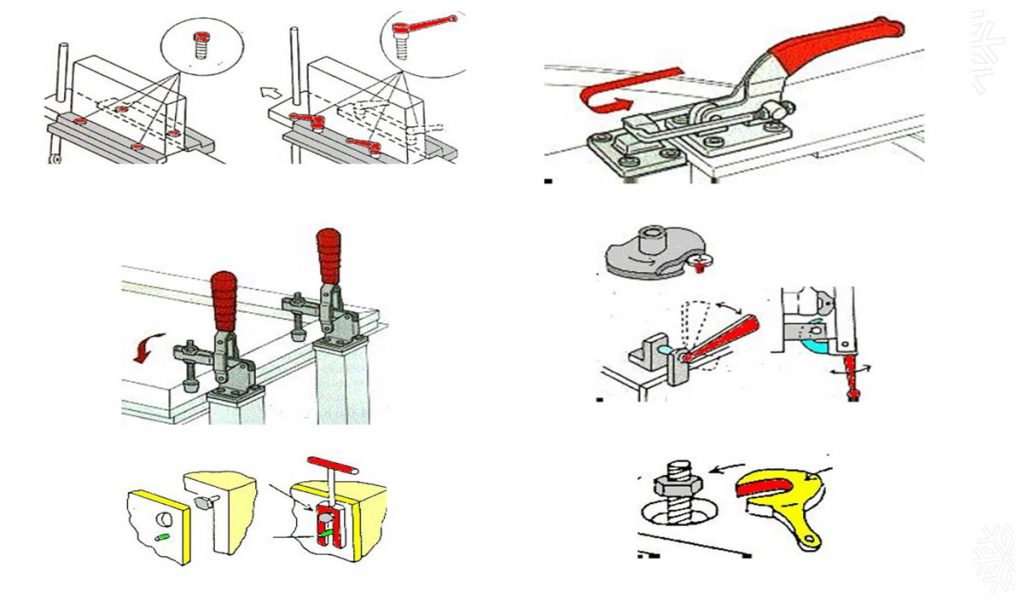
การปรับเปลี่ยนรุ่นการผลิตอย่างรวดเร็ว (Quick Changeover) จึงเป็นการเครื่องมือช่วยในการลดต้นทุนความสูญเปล่าจากการเปลี่ยนรุ่น โดยเฉพาะที่ระบบการผลิตแบบลีนเรียกเครื่องมือนี้ว่า SMED (Single Minute Exchange of Die)

SMED (Single Minute Exchange of Die) ได้ถูกคิดค้นขึ้น โดย Dr. Shingeo Shingo ซึ่งเป็นผู้ร่วมกันคิดระบบการผลิตแบบ โตโยต้า ร่วมกับ Taiichi Ohno โดยจุดเริ่มต้นของการวัดเวลา นั้นขึ้นอยู่กับองค์กรว่าจะวัดอย่างไร เช่น นับตั้งแต่เครื่องจักรหยุดจนกระทั่งเครื่องจักรเริ่มปฏิบัติงาน ทฤษฏี SMED (Single Minute Exchange of Die)ในตอนเริ่มแรกของ Dr,Shingo นั้นมี 3 ขั้น ตอนหลักๆเท่านั้น ในภายหลัง ขั้นตอนอาจจะแตกออกมามากกว่านี้ เพื่อให้ผู้ศึกษาเข้าใจได้ง่าย แต่ก็จะไม่หนีไปจากหลักเกณฑ์พื้นฐาน มากนัก โดย มี 3 ขั้นตอนดังนี้ 1. Separating Internal and External Setup 2. Convert Internal to External Setup 3.Streamlining All Aspects of the Setup Operation
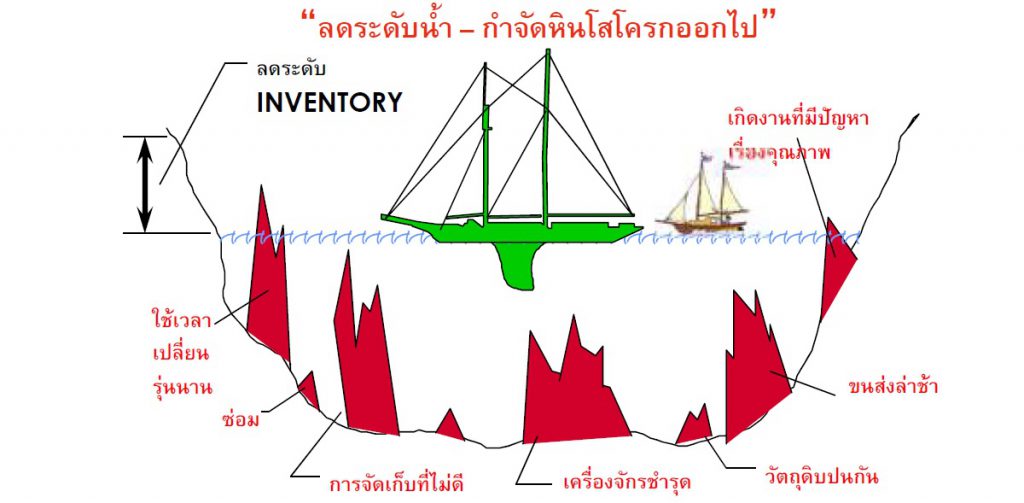
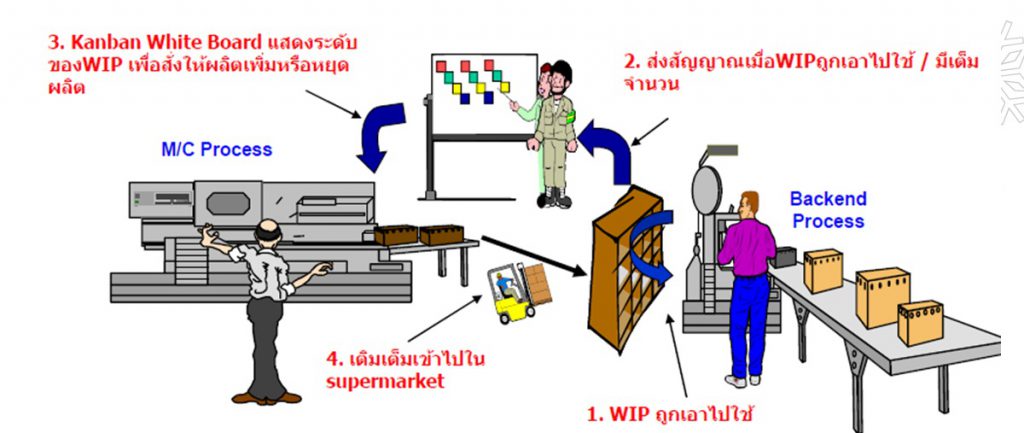
ระบบคัมบัง Kanban System ทำหน้าที่บอกให้พนักงาน ทำการผลิต โดยบอกทั้ง จำนวน เวลา และสถานที่ที่จะส่ง ฯลฯ สัญญาณอาจอยู่ในรูปของแสง เสียง บัตรคัมบัง ภาชนะคัมบัง สื่ออิเลคโทรนิค Barcode ซึ่งสัญญาณที่ดีต้องมีคุณสมบัติดังนี้ เข้าใจง่าย ไม่สับสน , มีข้อมูลอย่างเพียงพอ , ต้องเกิดขึ้นอย่างอัตโนมัติปราศจากคำสั่งใด ๆ
หลักสูตร ระบบป้องกันความผิดพลาด ( Poka Yoke Error Proofing )
“Poka” การพลาดโดยไม่ตั้งใจ การพลั้งเผลอของมนุษย์
“Yoke” มาจากคำว่า Yokeru แปลว่า การป้องกัน การหลีกเลี่ยง
ในซีกโลกตะวันตกมักจะเรียกรวม ๆ POKA YOKE ว่า “Fool Proof”, “Fail Safe” หรือ “Mistake Proofing” หมายถึง วิธีการป้องกันความผิดพลาดพลั้งเผลออันเกิดจากพนักงาน
แนวคิดพื้นฐานของ Poka yoke ถูกนำเสนอและนำมาใช้ในระบบการผลิตแบบโตโยต้าโดยวิศวกรชาวญี่ปุ่นชื่อ Shigeo Shingo (ค.ศ.1909-1990)

หลักสูตร อบรม Lean , 6 Sixma
หลักปฏิบัติของ RBA คือชุดของมาตรฐานอุตสาหกรรมด้านสังคมสิ่งแวดล้อมและจริยธรรม มาตรฐานที่กำหนดไว้ในจรรยาบรรณอ้างอิงบรรทัดฐานและมาตรฐานสากลรวมถึงปฏิญญาสากลว่าด้วยสิทธิมนุษยชน, มาตรฐานแรงงานระหว่างประเทศของ ILO, แนวปฏิบัติของ OECD สำหรับวิสาหกิจข้ามชาติ, มาตรฐาน ISO และ SA และอื่น ๆ อีกมากมาย แม้ว่าจรรยาบรรณจะมีต้นกำเนิดมาจากอุตสาหกรรมอิเล็กทรอนิกส์ แต่ก็มีผลบังคับใช้กับอุตสาหกรรมต่างๆ นอกเหนือจากอิเล็กทรอนิกส์

หลักสูตร การบริหารเวลา Time Management
การบริหารเวลา Time Management คือการที่เราจะจัดการสิ่งต่าง ๆ ภายในเวลาที่มีอยู่ให้สำเร็จลุล่วงไปได้ด้วยดี แต่ใช้เวลาให้น้อยที่สุดและก็ให้มีประสิทธิภาพมากที่สุด ความหมายของการบริหารเวลาสำคัญอย่างไร คือถ้าเราบริหารเวลาที่มีอยู่ภายใต้เวลาจำกัดนี้ให้ดีก็จะทำให้เรามีเวลาเหลือมากขึ้น
จัดลำดับความสำคัญของงานหรือภารกิจที่จะต้องทำ
ถ้าคุณหวังจะทำงานให้บรรลุผลสำเร็จตามเป้าหมายภายในระยะเวลาที่กำหนดนั้น สิ่งสำคัญที่คุณต้องทำคือ คุณต้องเขียนรายการภารกิจหรืองานต่างๆ (To Do List) ที่จะต้องทำลงไว้ แล้วจัดเรียงลำดับเรื่องที่สำคัญและเร่งด่วนอยู่บนสุด ตามด้วยเรื่องที่สำคัญแต่ไม่เร่งด่วน เรื่องที่เร่งด่วนแต่ไม่สำคัญ และเรื่องที่ไม่เร่งด่วนและไม่สำคัญ แล้วลงมือดำเนินการตามลำดับ หรือจัดลงในตารางจัดลำดับงานดังนี้

หลักสูตร การบริหารโครงการ Project Management
การบริหารโครงการ Project Management หมายถึง กระบวนการในการดำเนินงานหรือกิจกรรมที่มีลักษณะที่มีความพิเศษและไม่ซ้ำซ้อนกับการดำเนินงานหรือกิจกรรมที่มีอยู่ในปัจจุบัน โดยกลยุทธ์หรือแนวทางที่มีความแตกต่างออกไปจากการบริหารงานประจำหรือการบริหารทั่วไป เพื่อให้บรรลุวัตถุประสงค์ที่กำหนดไว้ภายใต้กรอบด้าน “งบประมาณ เวลา และคุณภาพ” ที่กำหนด เป็นต้น
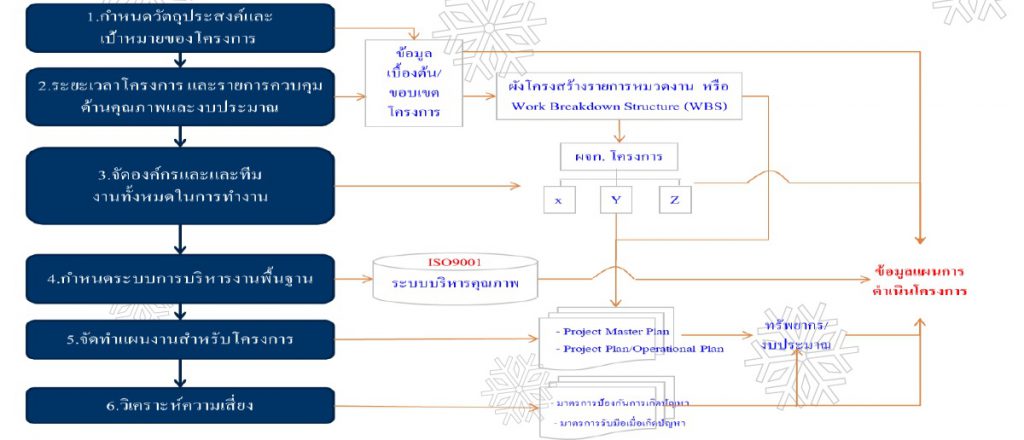
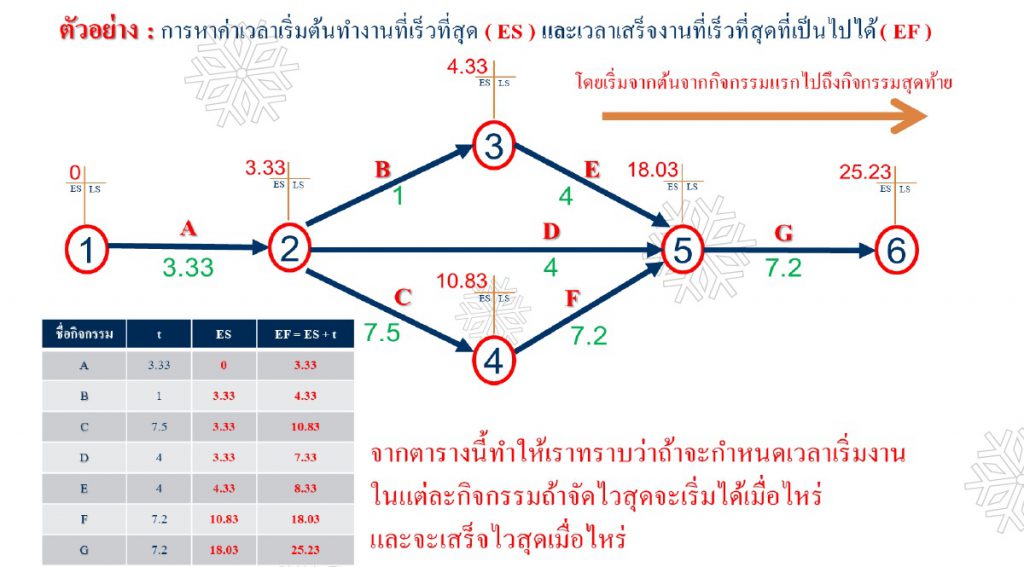
เครื่องมือที่ใช้ใน การวางแผนโครงการ project planning มีมากมายหนึ่งในเครื่องมือนั้นคือ PERT-CPM และผังลูกศรเพื่อใช้ในการแสดงความสัมพันธ์และหาค่าเวลาต่างๆเพื่อใช้ใน การบริหารโครงการ Project Management
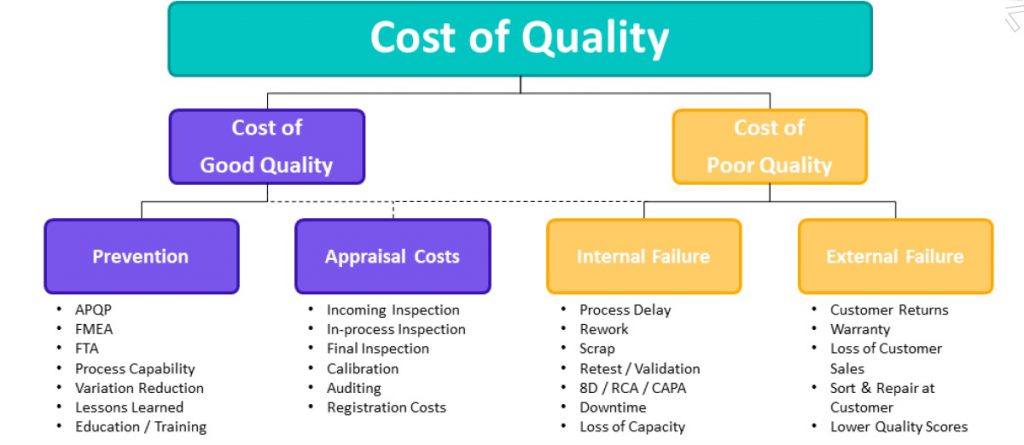
แนวคิดเรื่อง ต้นทุนด้านคุณภาพ Cost of Quality ได้รับการกล่าวถึงเป็นครั้งแรกโดย Juran (คู่มือการควบคุมคุณภาพที่ตีพิมพ์ในปี ค.ศ. 1951) และแนวคิดนี้ถูกใช้ในอุตสาหกรรมการผลิตเป็นหลัก ราคาของผลิตภัณฑ์ที่ไม่สอดคล้องกัน (Philip Crosby) หรือต้นทุนที่มีคุณภาพไม่ดี (Joseph Juran) คำว่า ‘ต้นทุนด้านคุณภาพ Cost of Quality’ หมายถึงต้นทุนที่เกี่ยวข้องกับการจัดหาผลิตภัณฑ์หรือบริการที่มีคุณภาพ

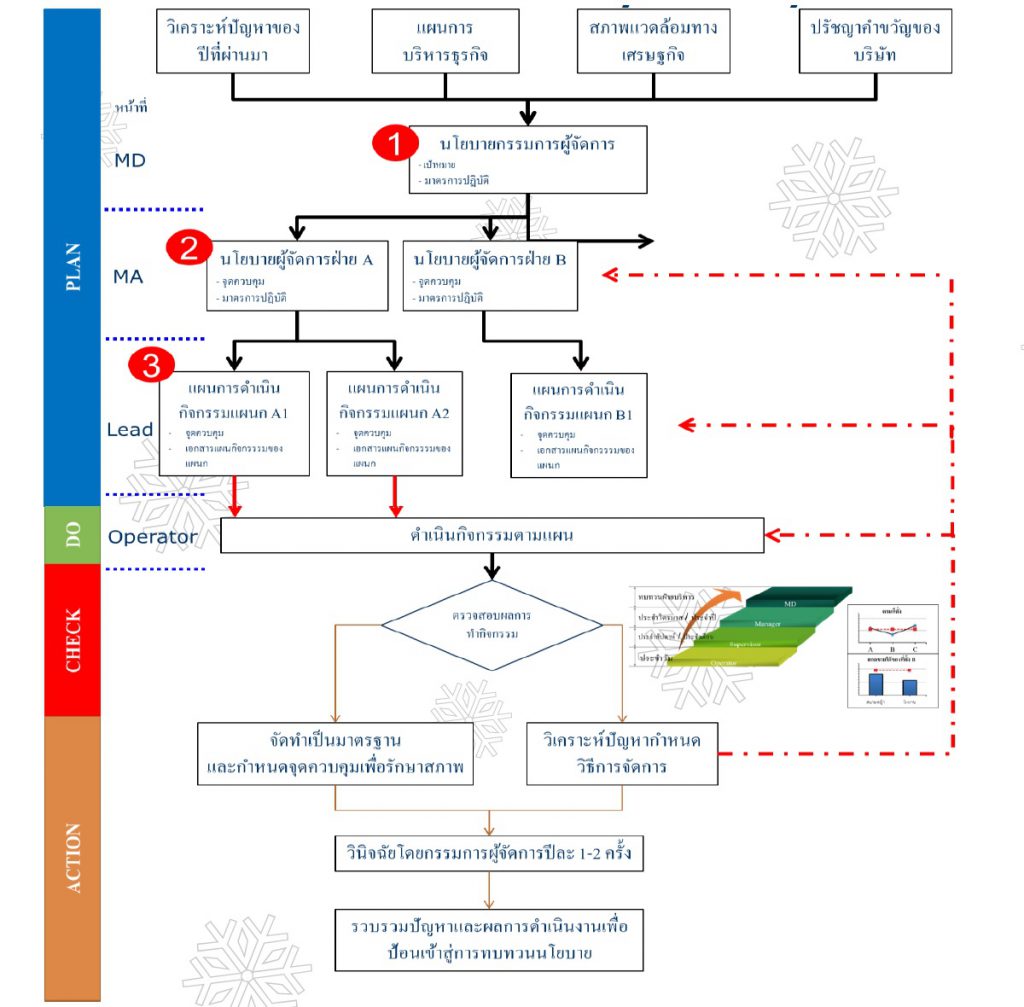
หลักสูตร การบริหารนโยบาย Policy Management
JUSE ได้ให้คำนิยามของ Policy Management หมายถึง “กิจกรรมที่ทำร่วมกันทั่วทั้งบริษัทเพื่อให้บรรลุจุดมุ่งหมายของแผนงานหรือนโยบายระยะยาว ระยะกลาง และระยะสั้น ที่กำหนดขึ้นมาเป็นกลยุทธ์ทางธุรกิจ

ดังนั้น Hoshin Kanri เมื่อแปลความหมายจึงมักเรียกว่า การบริหารจัดการนโยบาย หรือ Policy Management ) เป็นการดำเนินการแบบ Top-Down ที่มีการเรียงลำดับความสำคัญของงาน และการจัดสรรทรัพยากร บุคคลากร ทรัพย์สิน และข้อมูลไปใช้ตามลำดับความสำคัญของงานนั้นๆ โดยมุ่งที่จะ “หลุดพ้นจากสภาพเดิม” (Breakthrough) หรือหลุดพ้นจากสภาวะที่เป็นอยู่ในปัจจุบัน
หลักสูตร การบริหารคุณภาพทั่วทั้งองค์กร
Total Quality Management :TQM
Total Quality Management : TQM มาจากคำว่า TQC (Total Quality Control) ของญี่ปุ่น หรือบางทีญี่ปุ่นก็เรียกว่า “CWQC” (Company-Wide Quality Control) ในญี่ปุ่นสับสนกับ คำว่า QC ควบคุมคุณภาพ เมื่อใช้เป็นภาษาญี่ปุ่นกลับแปลว่า ‘ฮินชิทสุ คันริ’ ซึ่งหมายถึง QM บริหารคุณภาพ ทำให้ทุกวันนี้ทั่วโลกรู้จักหลักการบริหารชนิดนี้ในนาม การบริหารคุณภาพทั่วทั้งองค์กร Total Quality Management TQM


การบริหารคุณภาพทั่วทั้งองค์กร Total Quality Management TQM มีแนวทางการเริ่มหลายแบบขึ้นอยู่กับปัญหาที่พบ ณ ช่วงนั่นๆที่เริ่มว่ามีปัญหาใดสำคัญ สำหรับองค์กรที่ยังไม่มีระบบอะไรเลยอาจยากที่จะนำ TQM เข้ามาบูรณการได้จึงมักแนะนำให้เริ่มจาก Bottom up Activities และให้การศึกษาควบคู่กันไป แต่ในกรณีที่องค์กรมีความพร้อมแล้ว อาจเริ่มจาก Cross Functional Management เพื่อสถาปนากระบวนการทางธุรกิจในภาพรวมรวมก่อน และค่อยกระจายหน้าที่งานไปในแต่ละฝ่ายโดยทำ Daily Management หลักจากนั้นควรมีการทบทวนเป้าหมายการบริหารองค์กรอย่างต่อเนื่องและนำไปสู่การปฏิบัติโดย Policy Management
หลักสูตร อบรม TQM , Management , RBA
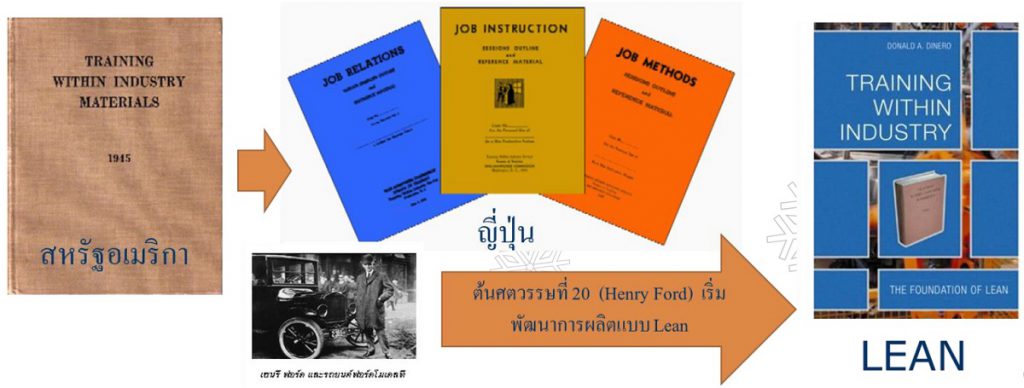
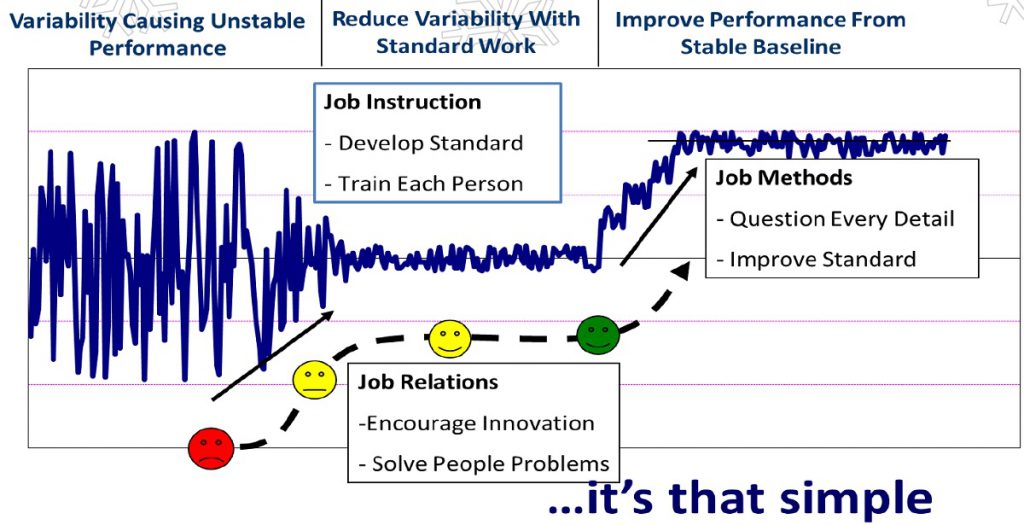
Training Within Industry for Supervisor เป็นหลักสูตรที่ได้รับการพัฒนาขึ้นเพื่อสนับสนุนภาคการผลิตในอุตสาหกรรมของสหรัฐอเมริกา ในช่วงระหว่างสงครามโลกครั้งที่ 2 เมื่อราว ค.ศ. 1940 โดยมุ่งเน้นการพัฒนาทักษะหัวหน้างาน ( Skill Supervisor) เป็นหลัก TWI ได้ถูกนำมาใช้ในประเทศญี่ปุ่นในช่วงหลังสงครามเพื่อฟื้นฟูเศรษฐกิจและอุตสาหกรรมของประเทศ

หลักสูตร อบรม HR
หลักสูตร อบรม GHP , HACCP , ISO22000 , BRC
หลักสูตร อบรม Public Training
Download tools
ISO9001 , IATF16949
ISO14001 , ISO45001, ISO50001 , RoHS
..
PRODUCTIVITY
TQM , Management , RBA
..
TPM
Lean , 6 Sixma
HR
ความรู้อื่นๆ
บริการที่ปรึกษา

































































Total Page Visits: 125482 - Today Page Visits: 87